

Prompt gamma activation imaging technology under idealized model
-
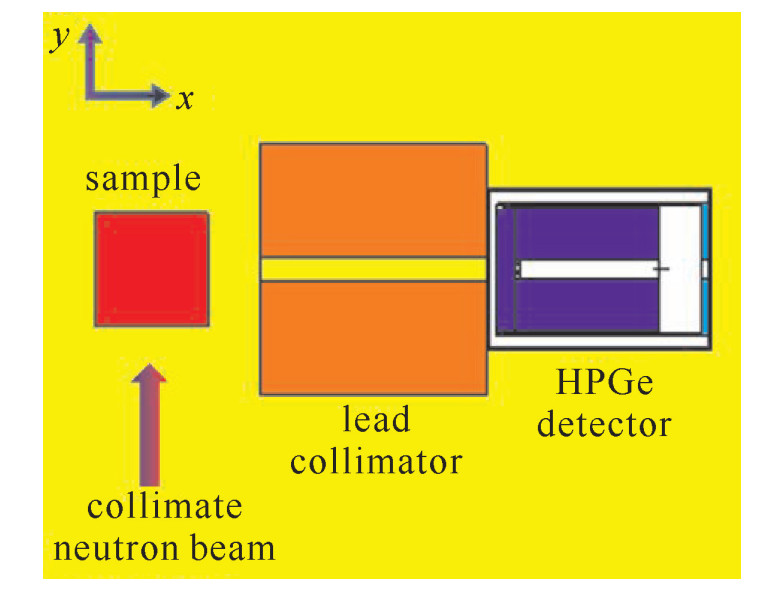
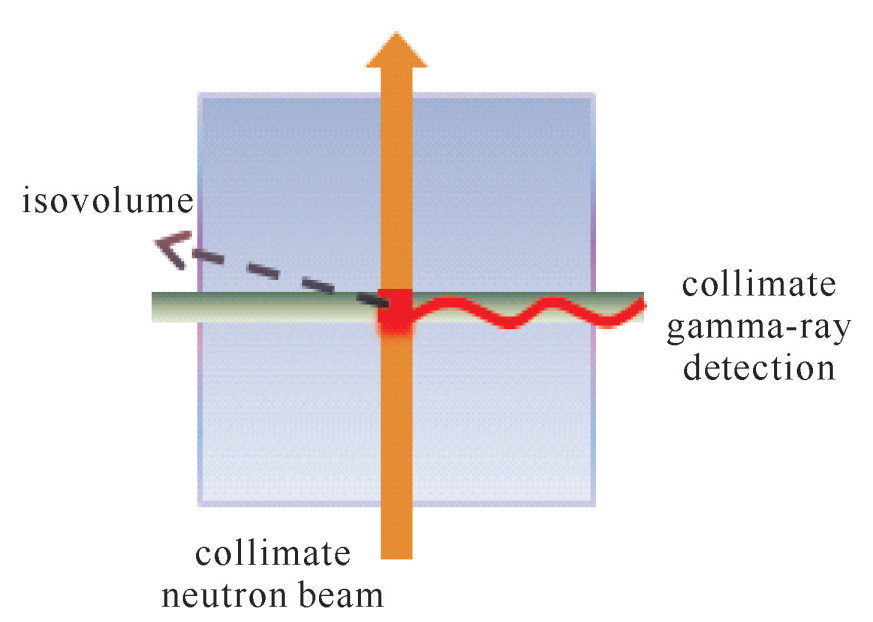
摘要: 为了讨论PGAI技术分析的准确性,并验证冷中子和热中子应用于PGAI技术的可行性,通过蒙特卡罗模拟计算软件对PGAI技术理想化模型进行了研究,采用高准直的冷中子及热中子束和高纯锗探测器,对一块5 cm× 5 cm×1 cm均匀铁单质样品进行了模拟计算及图像重建,选取的等效体积大小为1 cm×1 cm×1 cm。结果显示:两种能量中子可以用于PGAI技术实现元素分布测量,但无论使用何种能量中子,由于物料体效应带来的中子自屏效应、中子散射效应以及伽马射线自吸收作用,即便在对均匀单质样品进行测量时,图像重建结果也无法保证各位置元素响应的一致性。因此,在后续工作中,需理清PGAI物理机制,建立相应的修正模型。Abstract: Prompt gamma activation imaging (PGAI) is a new type of element distribution imaging method in a non-destructive way. At present, the PGAI measure platforms which have been completed are all applied under the ideal model, and only for analyzing small pieces of sample by using the neutron source at the reactor. To discuss the accuracy and validate the feasibility of PGAI technology based on cold and thermal neutron, the ideal model of PGAI was analyzed by using Monte Carlo software. A homogeneous sample of 5 cm×5 cm×1 cm which consisted of pure iron was measured by adopting collimated neutron beam and the high-purity Ge detector, the dimension of the isovolume was 1 cm×1 cm×1 cm. It is shown that two kinds of energy neutrons all has been successfully used in PGAI. But no matter what kind of energy neutrons, when measuring the homogeneous single element sample, the consistency of image reconstruction results can't be guaranteed because of the neutron self-absorption, neutron scattering and γ-ray self-absorption. Therefore we need to analyze the physical mechanism and establish proper correction model in our later work.
-
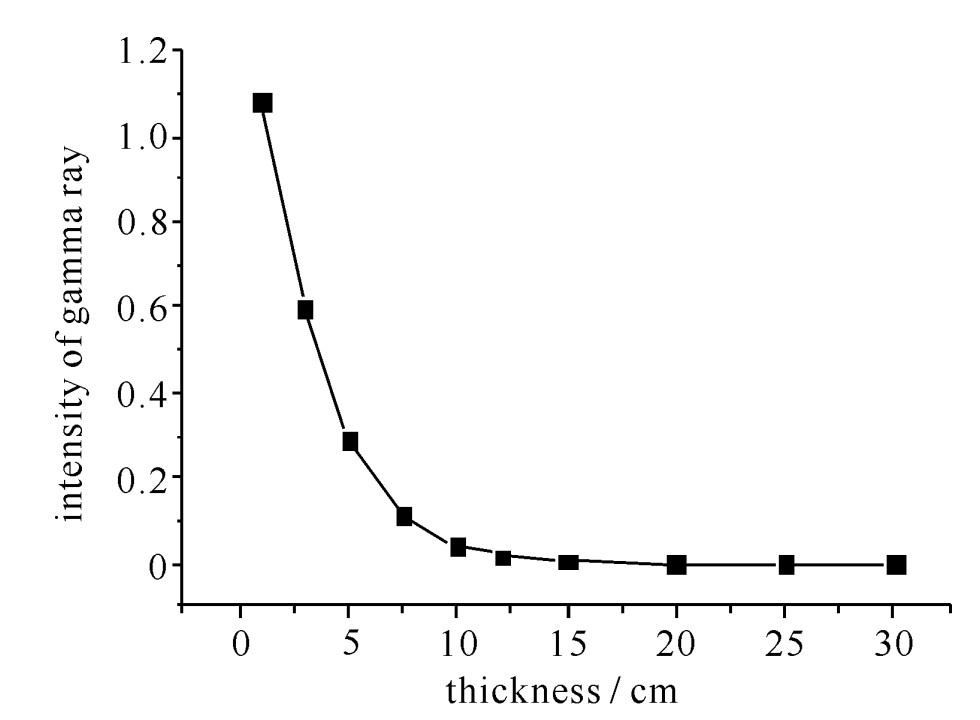
图 2 伽马射线强度随铅块的厚度变化
Figure 2. Relationship between intensity of gamma ray and thickness of lead
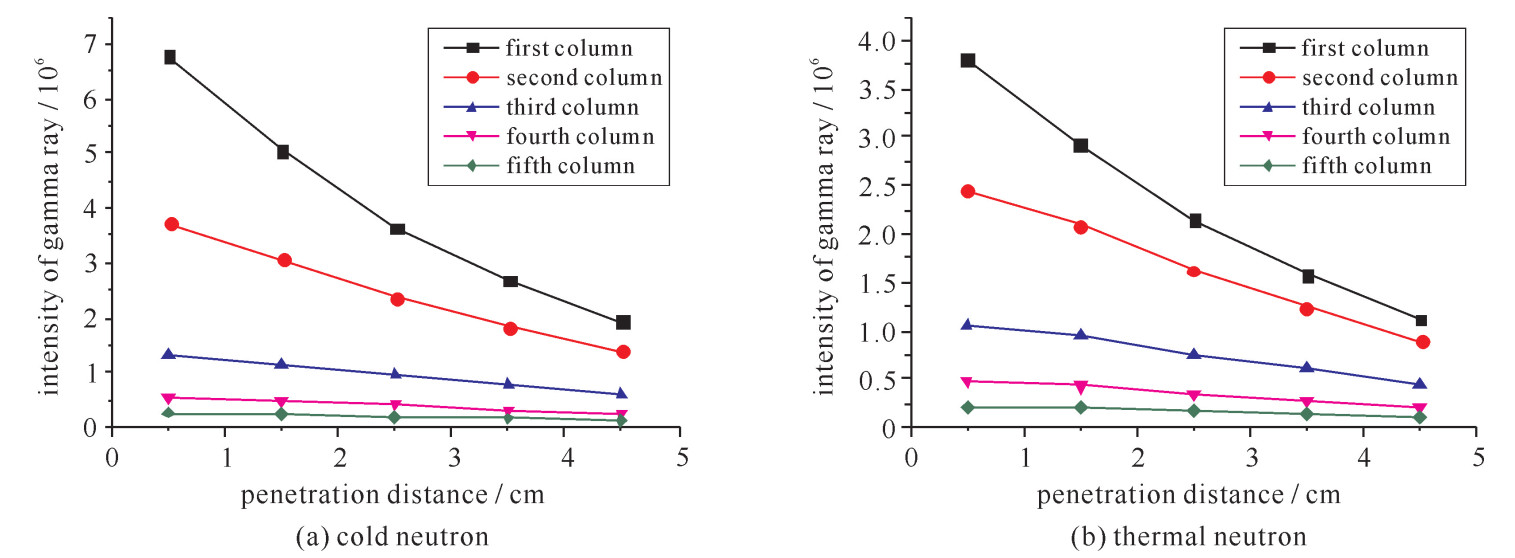
图 4 每列的特征伽马射线计数随中子穿透距离的变化
Figure 4. Relationship between characteristic counts of gamma ray and penetration of neutron in each column
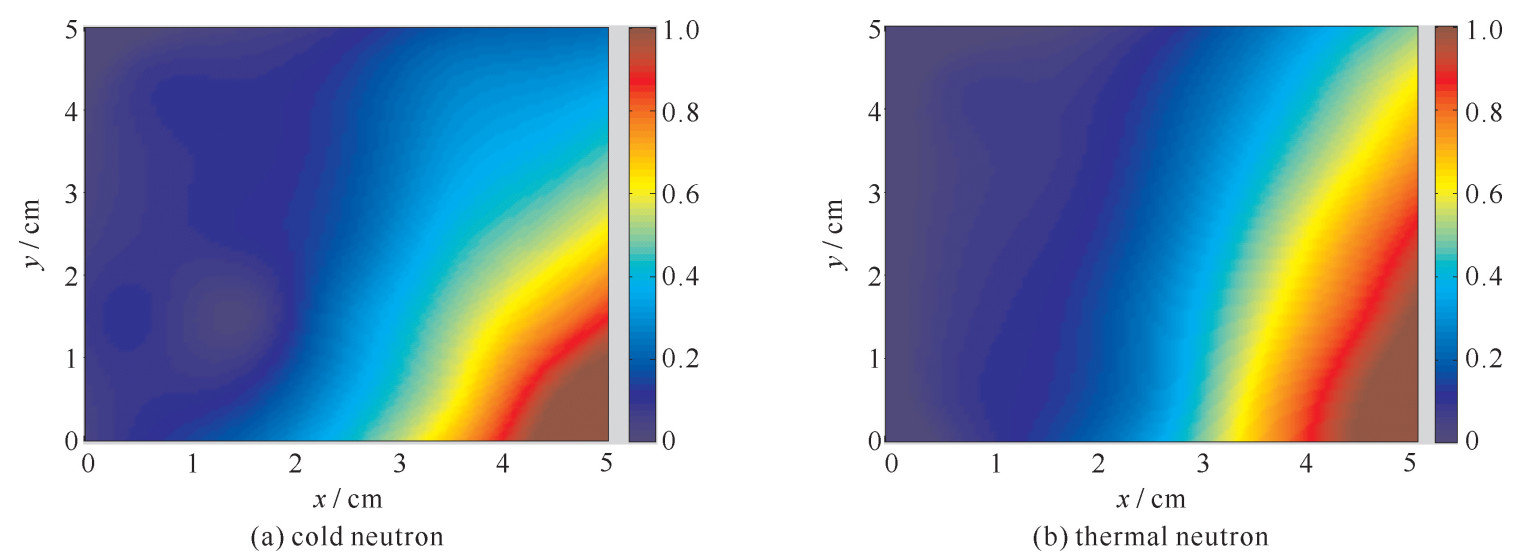
图 5 模拟得到的样品内部目标元素的归一化计数的图像
Figure 5. Monte Carlo simulated target-element-normalized counts maps of sample
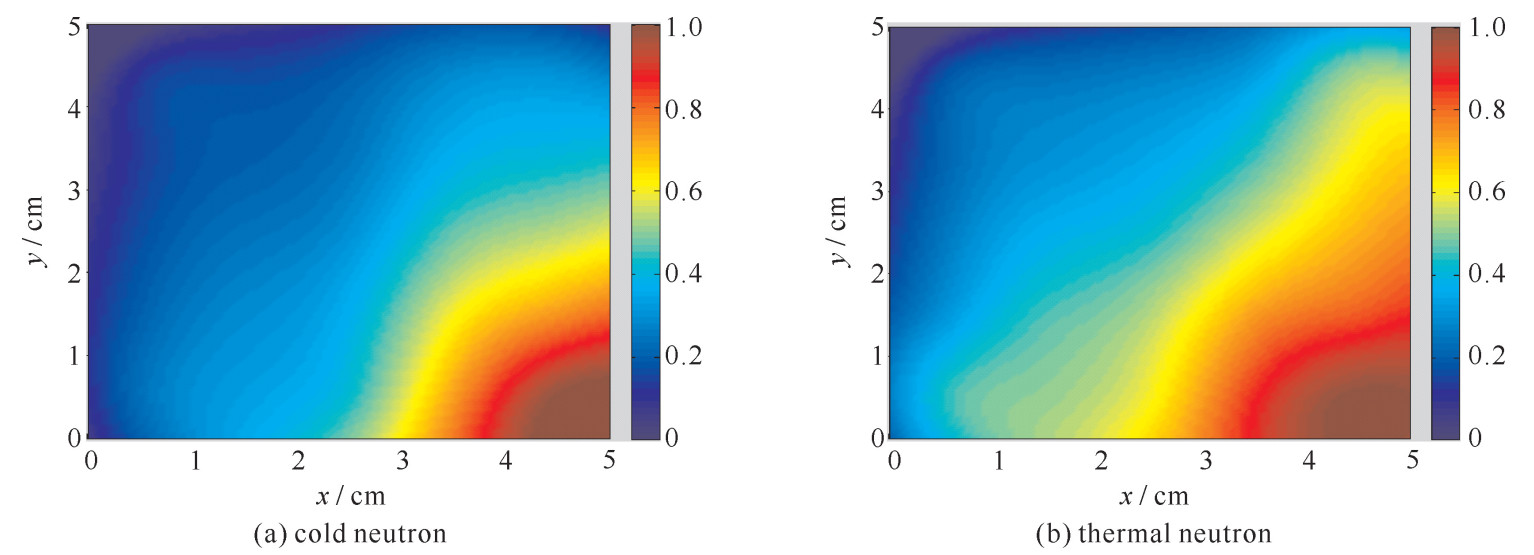
图 6 样品内部目标元素修正后的归一化计数的图像
Figure 6. Target-element-corrected normalized counts maps of sample
表 1 高纯锗探测器结构尺寸和材料
Table 1. Structure size and material of the high-purity Ge detector
structure of the detector parameter dimension/mm material crystal diameter 54 Ge crystal length 72.6 Ge Mount Cup base thickness 3 Al Mount Cup wall thickness 0.8 Al End Up incident window 0.5 Be dead layer outside thickness 1 Ge/B dead layer inside thickness 0.007 Ge/Li  下载: 导出CSV
下载: 导出CSV
-
[1] 魏国海, 韩松柏, 陈东风, 等. 中子照相技术在核燃料元件无损检测中的应用[J]. 核技术, 2012, 35(11): 821-826. https://www.cnki.com.cn/Article/CJFDTOTAL-HJSU201211005.htmWei Guohai, Han Songbai, Chen Dongfeng, et al. Application of neutron radiography for non-destructive testing nuclear fuel elements. Nuclear Techniques, 2012, 35(11): 821-826 https://www.cnki.com.cn/Article/CJFDTOTAL-HJSU201211005.htm [2] 裴宇阳. 中子照相技术及其应用[J]. 现代仪器与医疗, 2004, 10(5): 17-22. https://www.cnki.com.cn/Article/CJFDTOTAL-XDYI200405003.htmPei Yuyang. Progress in neutron radiography and their application. Modern Instruments and Medical Treatment, 2004, 10(5): 17-22 https://www.cnki.com.cn/Article/CJFDTOTAL-XDYI200405003.htm [3] 张俊哲. 中子照相技术及其在核工程中的应用[J]. 核动力工程, 1991, 3(2): 92-96. https://www.cnki.com.cn/Article/CJFDTOTAL-HDLG199102018.htmZhang Junzhe. The application of neutron radiography to nuclear engineer. Nuclear Power Engineering, 1991, 3(2): 92-96 https://www.cnki.com.cn/Article/CJFDTOTAL-HDLG199102018.htm [4] Baechler S, Materna T, Jolie J, et al. Non-destructive analysis of a bulky sample from a natural fossil reactor[J]. J Radioanal Nucl Chem, 2000, 250: 39-45. doi: 10.1023/A:1013255912430 [5] Kis Z, Belgya T, Szentmiklósi L. Monte Carlo simulations towards semi-quantitative prompt gamma activation imaging[J]. Nuclear Instruments & Methods in Physics Research A, 2011, 638(1): 143-146. https://www.sciencedirect.com/science/article/pii/S0168900211004189 [6] Canella L, Kudějová P, Schulze R, et al. PGAA, PGAI and NT with cold neutrons: Test measurement on a meteorite sample[J]. Applied Radiation & Isotopes Including Data Instrumentation & Methods for Use in Agriculture Industry & Medicine, 2009, 67(12): 2070-2074. https://www.sciencedirect.com/science/article/pii/S0969804309003996 [7] Belgya T, Kis Z, Szentmiklósi L, et al. A new PGAI-NT setup at the NIPS facility of the Budapest Research Reactor[J]. Journal of Radioanalytical and Nuclear Chemistry, 2008, 278(3): 713-718. doi: 10.1007/s10967-008-1510-0 [8] Belgya T, Kis Z, Szentmiklósi L, et al. First elemental imaging experiments on a combined PGAI and NT setup at the Budapest Research Reactor[J]. Journal of Radioanalytical & Nuclear Chemistry, 2008, 278(3): 751-752. doi: 10.1007/s10967-008-1605-7 [9] Kudejova P, Meierhofer G, Zeitelhack K, et al. The new PGAA and PGAI facility at the research reactor FRM Ⅱ in Garching near Munich[J]. Journal of Radioanalytical & Nuclear Chemistry, 2008, 278(3): 691-695. doi: 10.1007/s10967-008-1506-9 [10] Kis Z, Belgya T, Szentmiklósi L, et al. Prompt gamma activation imaging on black boxes in the ancient charm project[J]. Archeometriai Mhely, 2008, 23(1): 41-42. http://www.ace.hu/am/2008_1/AM-08-01-KZ.pdf [11] 白秋果, 张学斌, 景春国, 等. γ射线原油低含水率测量仪[J]. 核电子学与探测技术, 2000, 20(4): 269-271, 257. https://www.cnki.com.cn/Article/CJFDTOTAL-HERE200004006.htmBai Qiuguo, Zhang Xuebin, Jing Chunguo, et al. Measurement instrument of lower percentage of water content in petroleum. Nuclear Electronics and Detection Technology, 2000, 20(4): 269-271, 257 https://www.cnki.com.cn/Article/CJFDTOTAL-HERE200004006.htm -

 点击查看大图
点击查看大图
计量
- 文章访问数: 2124
- HTML全文浏览量: 586
- PDF下载量: 294
- 被引次数: 0
