

Design of ultrafast laser manufacturing system based on LabVIEW
-
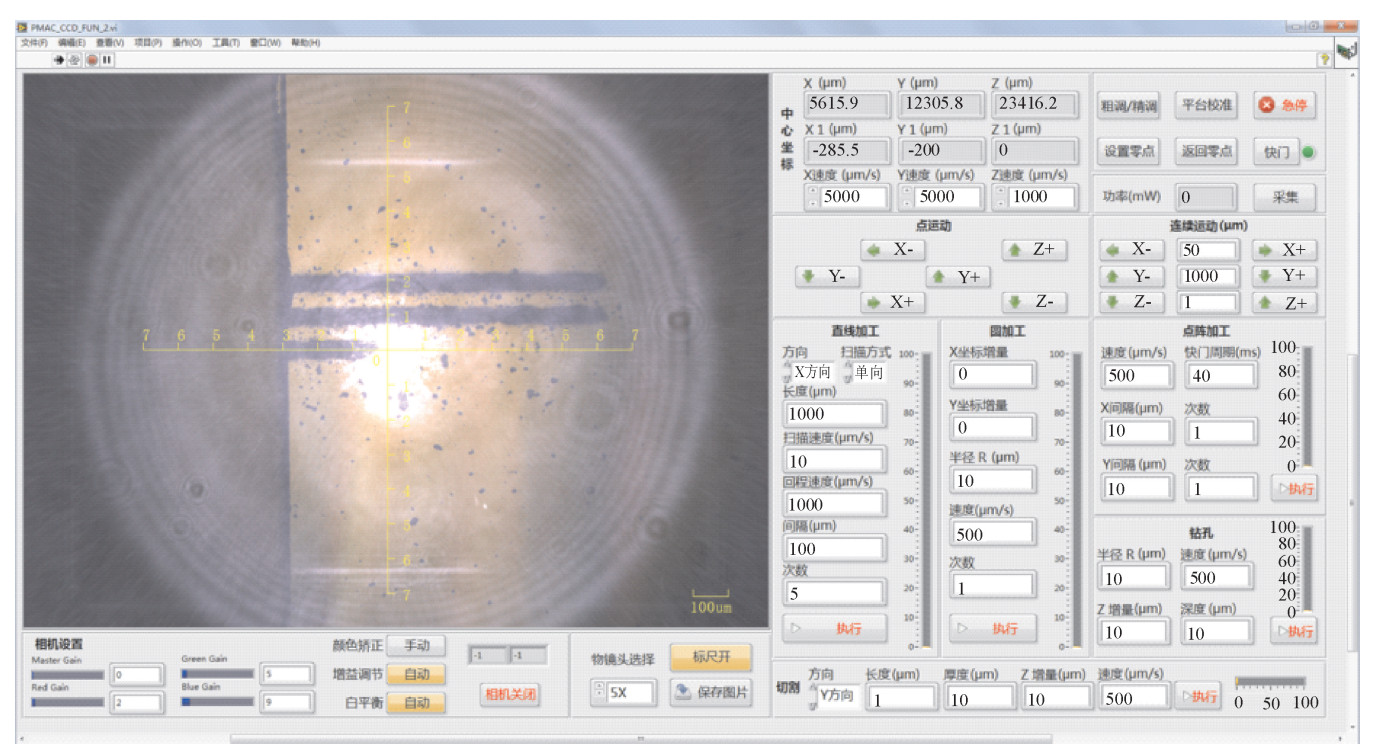
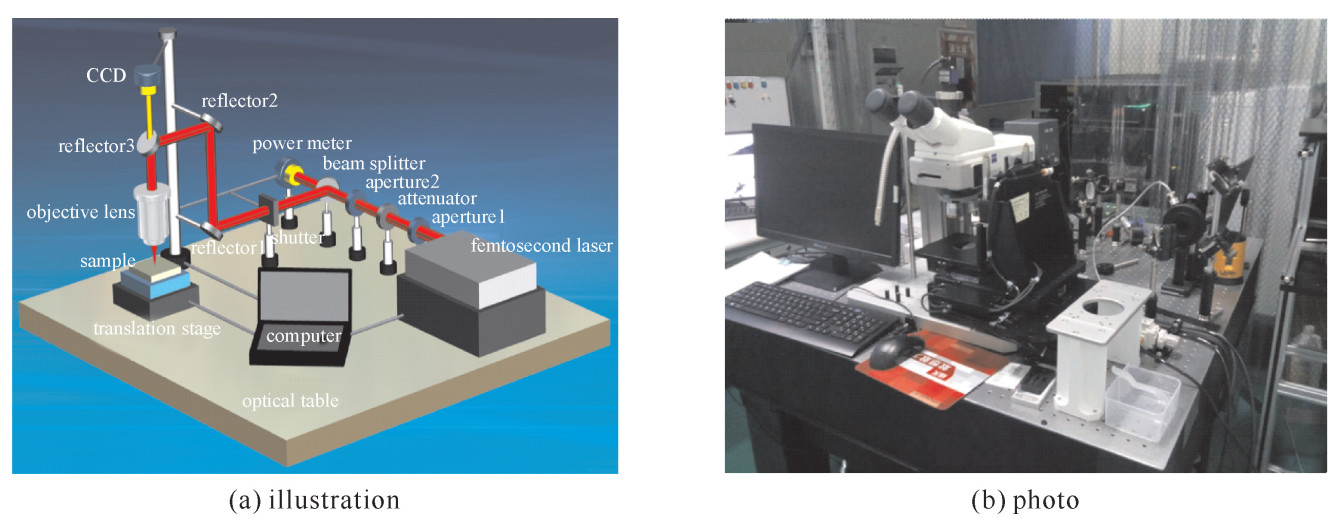
摘要: 针对当前大部分超快激光制造系统中存在的三维移动平台控制软件和光学显微镜软件集成化程度低而导致的操作方式繁琐等问题,设计了一种基于LabVIEW软件开发平台的集成化超快激光制造系统控制软件,以实现对超快激光制造系统的高效调控。该系统由飞秒激光器、三维移动平台、在线监测CCD、激光功率计、快门和计算机等六部分构成。设计思路是基于LabVIEW软件平台的多线程编程技术,将飞秒激光束的通断与三维移动平台的移动实现协调控制,采用CCD相机对样品进行对焦和监控加工状态,利用激光功率计对激光功率进行在线监测,并将其集成于同一界面以实现控制。实验证明,与常见超快激光制造系统相比,该系统稳定度高、操作简单、界面简洁、可扩展性强、调节效率高。Abstract: An integrated ultrafast laser manufacturing system, which is based on LabVIEW software, has been designed to improve the integration level of three-dimensional translation stage controlling software and optical microscope software. This system is consisted of six units: femtosecond laser, translation stage, CCD camera, shutter, power meter, and computer. The main design idea is based on the multi-thread programming method in LabVIEW software: (1) the synchro control between the laser beam on or off and translation stage has been achieved; (2) the laser manufacturing process is monitored via a CCD camera; (3) the laser parameters such as laser average power are monitored via a power meter. And these separate modules are controlled in an integration interface. Compared with usual ultrafast laser manufacturing systems, this system has the advantages of high stability, simple operation, integrated control interface, strong scalability and high regulation efficiency.
-
Key words:
- system integration /
- multithreading /
- LabVIEW /
- ultrafast laser /
- laser manufacturing
-
[1] Halbwax M, Sarnet T, Delaporte P, et al. Micro and nano-structuration of silicon by femtosecond laser: Application to silicon photovoltaic cells fabrication[J]. Thin Solid Films, 2008, 516 (20): 6791-6795. doi: 10.1016/j.tsf.2007.12.117 [2] Vorobyev A Y, Guo C. Direct creation of black silicon using femtosecond laser pulses[J]. Applied Surface Science, 2011, 257 (16): 7291-7294. doi: 10.1016/j.apsusc.2011.03.106 [3] Chen T, Si J, Hou X, et al. Luminescence of black silicon fabricated by high-repetition rate femtosecond laser pulses[J]. Journal of Applied Physics, 2011, 110: 073106. doi: 10.1063/1.3641976 [4] Liu T, Yin Y, Chen S, et al. Super-hydrophobic surfaces improve corrosion resistance of copper in seawater[J]. Electrochimica Acta, 2007, 52 (11): 3709-3713. doi: 10.1016/j.electacta.2006.10.059 [5] Vorobyev A Y, Guo C. Direct femtosecond laser surface nano/microstructuring and its applications[J]. Laser & Photonics Reviews, 2013, 7 (3): 385-407. [6] Martinez A, Dubov M, Khrushchev I, et al. Direct writing of fibre Bragg gratings by femtosecond laser[J]. Electronics Letters, 2004, 40 (19): 1170-1172. doi: 10.1049/el:20046050 [7] 闫雪亮. 电子动态调控时空整形飞秒激光透明介质微通道加工[D]. 北京: 北京理工大学, 2016.Yan Xueliang. Microchannels fabrication in transparent dielectric using temporally spatially shaped femtosecond laser based on electrons dynamics control. Beijing: Beijing Institute of Technology, 2016 [8] 姜瞳. 基于飞秒激光直写微光学元件的制备及性能表征[D]. 长春: 吉林大学, 2014.Jiang Tong. The fabrication and performance characterization of micro-optical components based on femtosecond laser direct writing. Changchun: Jilin University, 2014 [9] 王文君. 飞秒激光金属加工中的形状及形貌控制研究[D]. 西安: 西安交通大学, 2008.Wang Wenjun. Study of shape and morphology control in femtosecond laser fabrication of metals. Xi'an Jiaotong University, 2008 [10] 郑崇. 飞秒激光内加工三维空腔微结构技术研究[D]. 北京: 北京工业大学, 2016.Zheng Chong. 3D Internal hollow microstructures manufactuing technology by femtosecond laser. Beijing: Beijing University of Technology, 2016 [11] Wagner C, Armenta S, Lendl B. Developing automated analytical methods for scientific environments using LabVIEW[J]. Talanta, 2010, 80 (3): 1081-1087. doi: 10.1016/j.talanta.2009.08.018 [12] Yang Leping, Li Haitao, Yang Lei. LabVIEW program design and application[M]. Beijing: Electrionic Industry Press, 2005. [13] 林惠珍, 高应俊, 金重星. 基于LabVIEW的光学相干层析成像控制系统[J]. 应用光学, 2011, 32 (3): 452-455. doi: 10.3969/j.issn.1002-2082.2011.03.015Lin Huizhen, Gao Yingjun, Jin Chongxing. Controlling system for optical coherence tomography based on LabVIEW. Journal of Applied Optics, 2011, 32 (3): 452-455 doi: 10.3969/j.issn.1002-2082.2011.03.015 [14] 张来线, 孙华燕, 樊桂花, 等. 基于LabVIEW的高性能激光主动探测控制与处理系统设计[J]. 红外与激光工程, 2013, 42 (12): 3239-3244. doi: 10.3969/j.issn.1007-2276.2013.12.015Zhang Laixian, Sun Huayan, Fan Guihua, et al. High efficiency laser active detection controlling and processing system design based on LabVIEW. Infrared and Laser Engineering, 2013, 42 (12): 3239-3244 doi: 10.3969/j.issn.1007-2276.2013.12.015 期刊类型引用(3)
1. 何煦,马云灿,马骁,曹柱荣,喻寅,银颖,李晶,杨靖,孟立民,李军,陶天炯,杨昊,蒋均. 面向精密实验的飞秒激光精密加工技术研究进展. 强激光与粒子束. 2025(01): 138-150 .  本站查看
本站查看2. 王矾,吴树谦,吴国庆. 多功能激光微织构加工软件系统设计与开发. 计算机应用与软件. 2021(01): 1-5+12 . 百度学术3. 路慧,杨立军,谷佩,陈雪. 基于光空间感知信息的实验室远程监控系统. 激光杂志. 2021(05): 152-155 . 百度学术其他类型引用(6)
-

 下载:
下载:

 点击查看大图
点击查看大图
图(5)
计量
- 文章访问数: 1658
- HTML全文浏览量: 388
- PDF下载量: 240
- 被引次数: 9
