

Fabrication of high-efficiency convex blazed gratings by swing ion beam etching
-
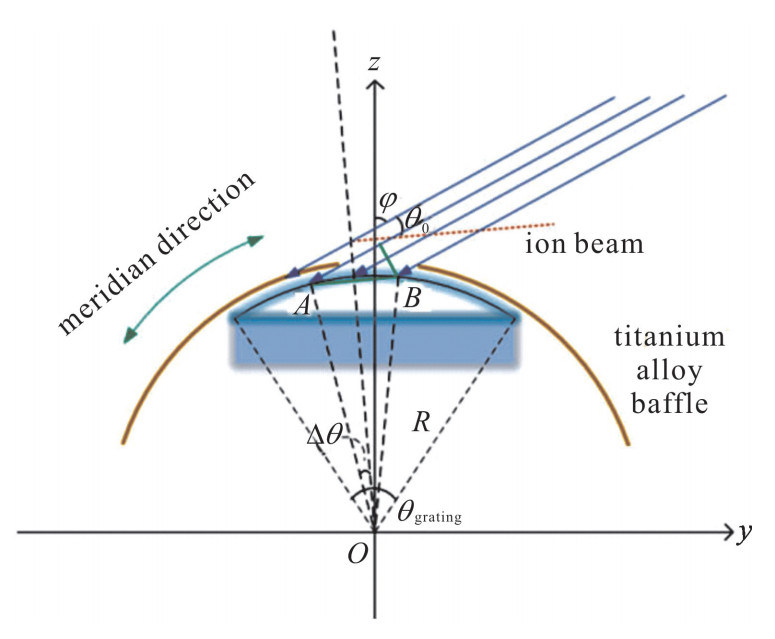
摘要: 通过摆动离子束刻蚀方法,制作了用于短波红外高光谱成像光谱仪的凸面闪耀光栅。该方法通过在光栅子午方向上进行摆动刻蚀,解决了凸面光栅子午方向的闪耀角一致性问题。建立了摆动刻蚀模型来分析摆动速度、束缝宽度等工艺参数对槽型演化的影响,并计算了优化的刻蚀工艺参数。制备了基底尺寸为67 mm,曲率半径为156.88 mm,刻线密度为45.5 gr/mm,闪耀角为2.2°的凸面闪耀光栅,并对其表面形貌及衍射效率进行了测量。实验结果表明,摆动刻蚀法能够制作出闪耀角一致性好、衍射效率高的小闪耀角凸面光栅,满足成像光谱仪对光谱分辨率和便携性的使用要求。Abstract: We use the swing ion-beam etching method to fabricate short wave infrared convex blazed gratings. This method solves the consistency problem of blaze angles by swing etching through the meridian direction of the gratings. A geometric model is built to analyze the influence of swinging speed and beam slit width on groove evolution. Convex gratings with a 45.5 gr/mm groove density, 67 mm aperture, 156.88 mm radius of curvature and 2.2° blaze angle have been fabricated and measured. Experimental results validate that high-efficiency convex gratings of small blaze angle and high groove consistency can be produced by swing etching to satisfy the requirements for high spectral resolution and miniaturization of imaging spectrometers.
-
Key words:
- convex blazed gratings /
- swing etching /
- diffraction efficiency /
- imaging spectrometer
-
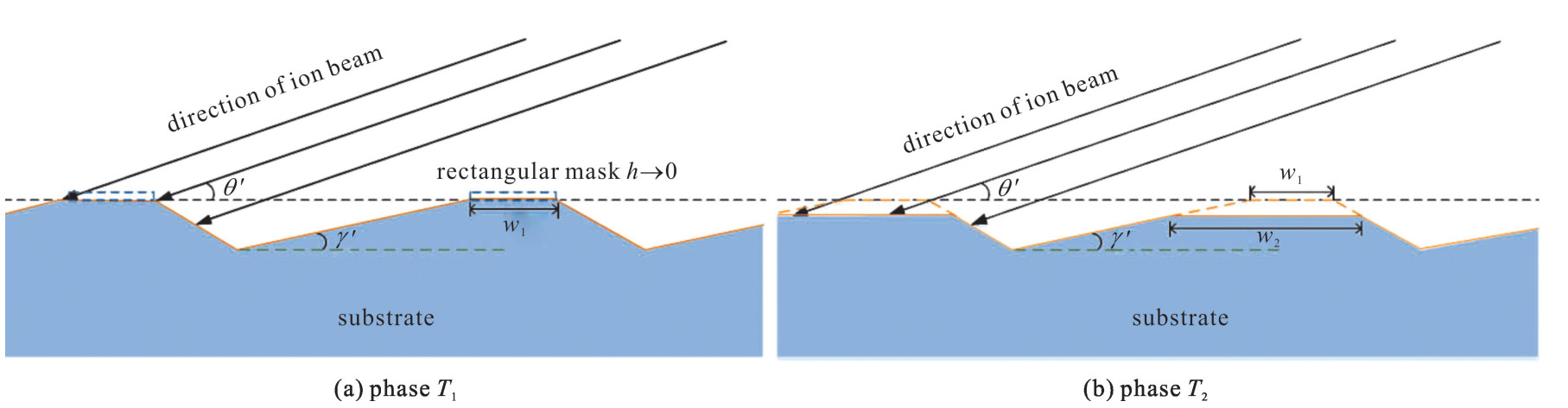
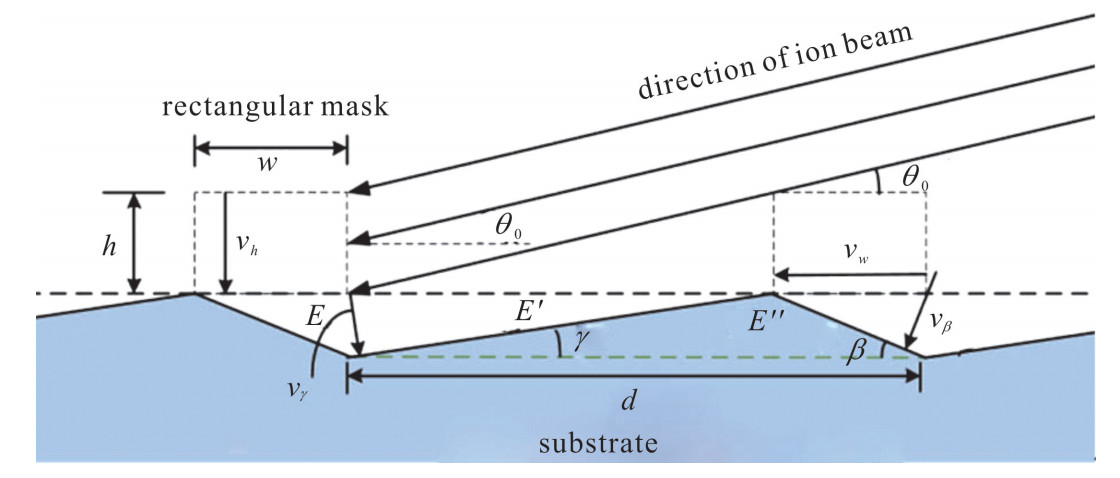
图 3 束缝宽度大于临界宽度时槽形演化
Figure 3. Groove evolution when the slit width is bigger than the critical width
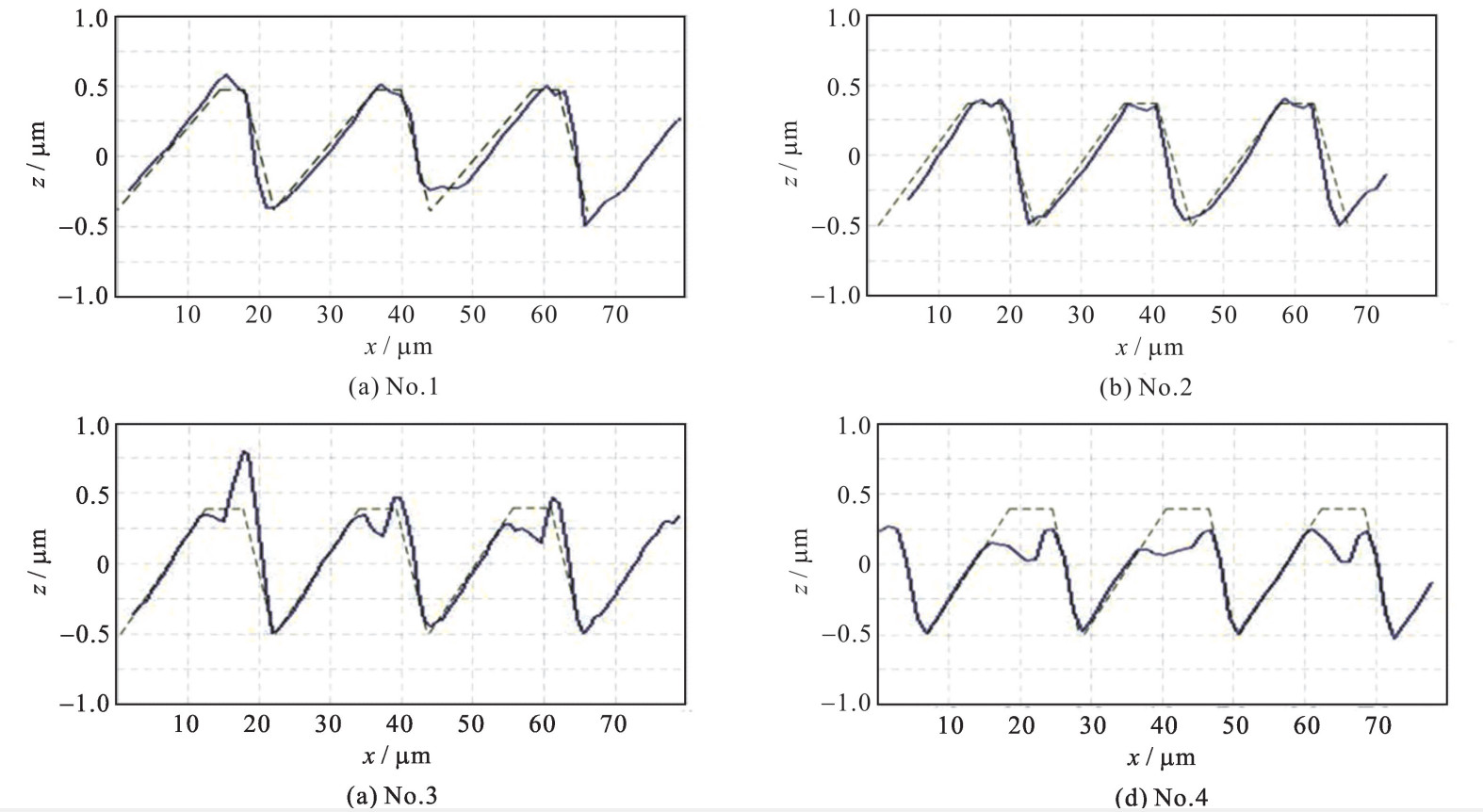
图 5 AFM横断面图与理论模型计算出的光栅槽形对比
Figure 5. Measured (solidline) and simulated (dashedline) cross-section images of grating samples
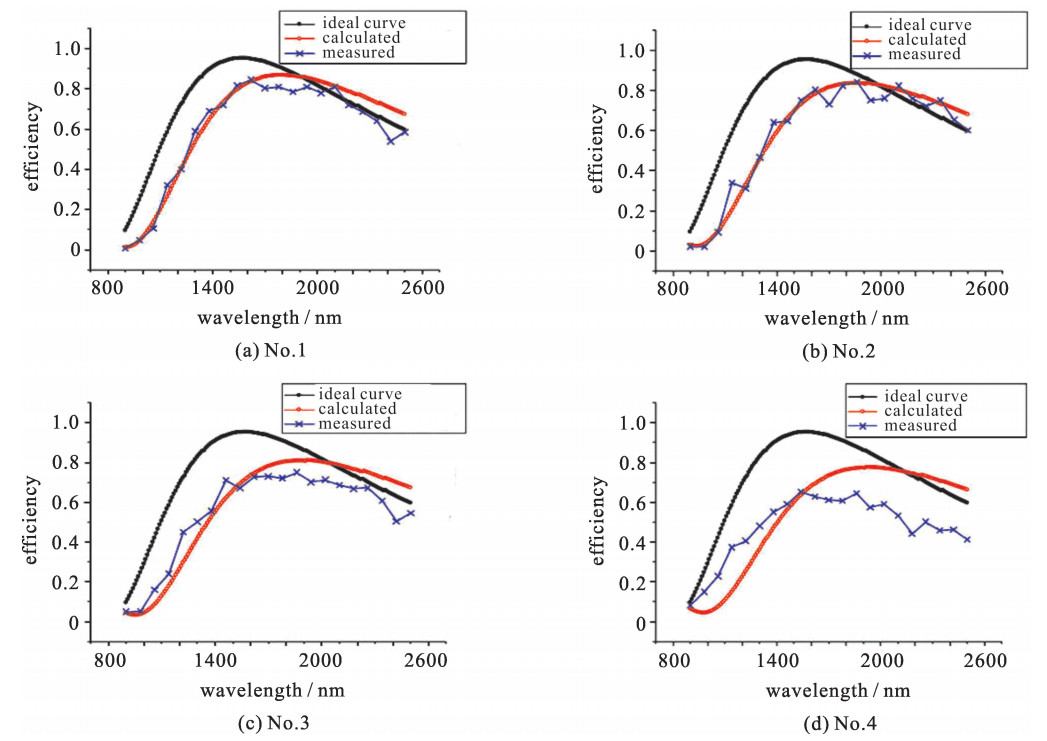
图 6 样品的衍射效率实测结果与理论模型计算结果对比
Figure 6. Measured and calculated results of diffraction efficiency of samples

图 8 样品No.5和样品No.6的实测衍射效率与曲线理想衍射效率曲线的对比
Figure 8. Comparison between measured and ideal diffraction efficiency of No.5 and No.6

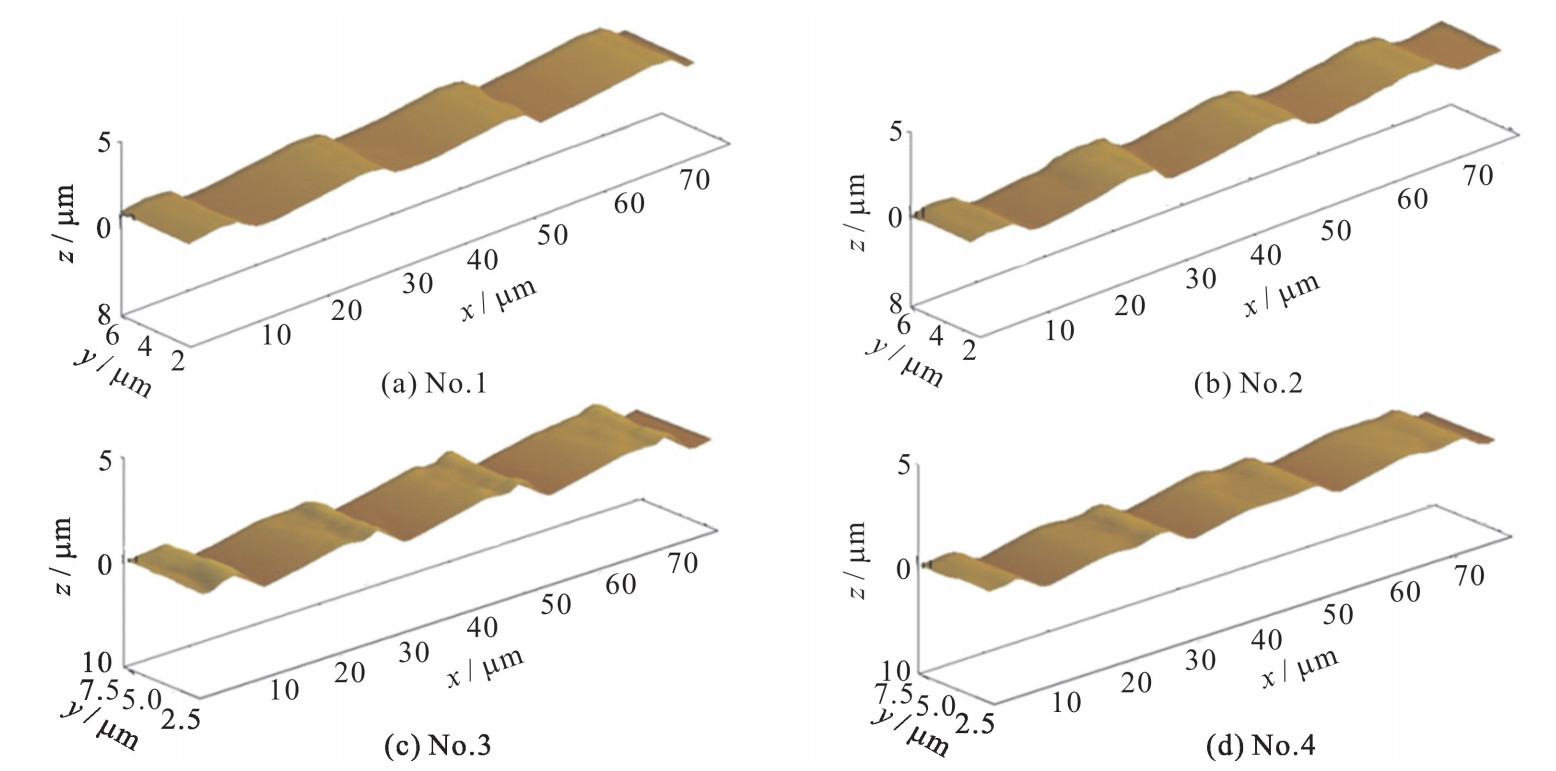
图 9 光栅表面不同位置的原子力横断面图
Figure 9. Cross-section diagrams at different locations on the grating surface by AFM
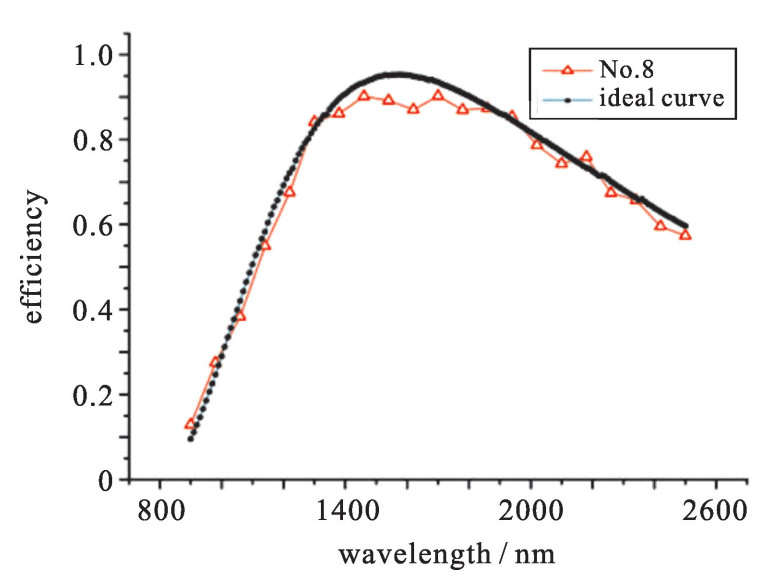
图 10 样品No.8的实测衍射效率曲线
Figure 10. Comparison of the measured diffraction efficiency of sample No.8 with the ideal efficiency
表 1 摆动刻蚀凸面光栅的最佳设计参数
Table 1. Designed parameters of the convex grating
aperture/mm radius/mm period/μm mask height/nm mask width/nm duty cycle blaze angle/(°) roughness/nm 67 156.88 21.978 1000 5 498.8 1∶4 2.2±0.05 <1  下载: 导出CSV
下载: 导出CSV
表 2 摆动刻蚀工艺参数
Table 2. Swing etching parameters
ion energy/eV beam current/mA accelerate voltage/V working gas ratio of Ar∶CHF3 effective etching time/min 500 250 250 5∶3 165.88
下载: 导出CSV
表 3 基底表面不同位置的闪耀角
Table 3. Blaze angles at different locations on the substrate surface
coordinate/mm blaze angle/(°) coordinate/mm blaze angle/(°) coordinate/mm blaze angle/(°) (a)(-30, -30) 2.158 3 (d)(0, -30) 2.207 2 (g)(30, -30) 2.172 3 (b)(-30, -0) 2.170 1 (e)(0, 0) 2.205 7 (h)(30, 0) 2.167 1 (c)(-30, 30) 2.163 1 (f)(0, 30) 2.197 6 (i)(30, 30) 2.159 6
下载: 导出CSV
-
[1] Zhang H, Wu T, Zhang L, et al. Development of a portable field imaging spectrometer: Application for the identification of sun-dried and sulfur-fumigated Chinese herbals[J]. Applied Spectroscopy, 2016, 70(5): 879. doi: 10.1177/0003702816638293 [2] PrietoBlanco X, MonteroOrille C, Couce B, et al. Analytical design of an Offner imaging spectrometer[J]. Optics Express, 2006, 14(20): 9156-9168. doi: 10.1364/OE.14.009156 [3] Mouroulis P Z, McKerns M M. Pushbroom imaging spectrometer with high spectroscopic data fidelity: Experimental demonstration[J]. Optical Engineering, 2000, 39(3): 808-817. doi: 10.1117/1.602431 [4] Gao L, Smith R T, Tkaczyk T S. Snapshot hyperspectral retinal camera with the image mapping spectrometer (IMS)[J]. Biomedical Optics Express, 2012, 3(1): 48-54. doi: 10.1364/BOE.3.000048 [5] Mouroulis P, Wilson D W, Maker P D, et al. Convex grating types for concentric imaging spectrometers[J]. Applied Optics, 1998, 37(31): 7200-8. doi: 10.1364/AO.37.007200 [6] Lucke R L. Out-of-plane dispersion in an Offner spectrometer[J]. Optical Engineering, 2007, 46: 073004. doi: 10.1117/1.2754316 [7] 韩姗, 黄元申, 李柏承, 等. 消像差Offner成像光谱仪的研究进展[J]. 激光技术, 2015, 39(1): 33-38. https://www.cnki.com.cn/Article/CJFDTOTAL-JGJS201501007.htmHan Shan, Huang Yuanshen, Li Baicheng, et al. Progress of Offner imaging spectrometers for eliminating aberration. Laser Technology, 2015, 39(1): 33-38 https://www.cnki.com.cn/Article/CJFDTOTAL-JGJS201501007.htm [8] Xu D, Owen J D, Papa J C, et al. Design, fabrication, and testing of convex reflective diffraction gratings[J]. Optics Express, 2017, 25(13): 15252. doi: 10.1364/OE.25.015252 [9] Maker P, Muller R, Wilson D, et al. New convex grating types manufactured by electron beam lithography[J]. 1998. [10] Mouroulis P Z, Thomas D A. Compact low-distortion imaging spectrometer for remote sensing[C]//Proc of SPIE. 1998, 3438: 31-38. [11] Okano M, Kikuta H, Hirai Y, et al. Optimization of diffraction grating profiles in fabrication by electron-beam lithography[J]. Applied Optics, 2004, 43(27): 5137. doi: 10.1364/AO.43.005137 [12] Takahara K, Shiono T, Hamamoto T. High-efficiency blazed diffractive optical elements for the violet wavelength fabricated by electron-beam lithography[J]. Applied Optics, 2002, 41(13): 2390-2393. doi: 10.1364/AO.41.002390 [13] Johnson W R, Wilson D W, Bearman G. All-reflective snapshot hyperspectral imager for ultraviolet and infrared applications[J]. OpticsLetters, 2005, 30(12): 1464-1466. [14] Mouroulis P Z, Hartley F T, Wilson D W, et al. Grating fabrication through X-ray lithography[C]//Proc of SPIE. 2003, 5173: 108-114. [15] Mouroulis P, Wilson D W, Hartley F T, et al. Concentric spectrometer forms enabled by lithographically produced gratings[J]. Frontiers in Optics, 2004: FWT2. [16] 刘玉娟, 崔继承, 巴音贺希格, 等. 凸面光栅成像光谱仪的研制与应用[J]. 光学 精密工程, 2012, 20(1): 52-57. https://www.cnki.com.cn/Article/CJFDTOTAL-GXJM201201010.htmLiu Yujuan, Cui Jicheng, Bayanhexig, et al. Design and application of imaging spectrometer with convex grating. Optics and Precision Engineering, 2012, 20(1): 52-57 https://www.cnki.com.cn/Article/CJFDTOTAL-GXJM201201010.htm [17] Wilson D W, Mouroulis P Z. Recent advances in blazed grating fabrication by electron-beam lithography[C]//Proc of SPIE. 2003, 5173: 115-126. [18] Mouroulis P, Hartley F, Wilson D, et al. Blazed grating fabrication through gray-scale X ray lithography[J]. Optics Express, 2003, 11(3): 270-81. doi: 10.1364/OE.11.000270 [19] Headwall Photonics Inc. Hyperspec-VNIR and Hyperspec-NIR integrated hyperspectral imaging sensors[EB/OL]. http://www.headwallphotonics.com/diffractive-optics-technology. [20] Reininger F M, Coradini A, Capaccioni F, et al. VIRTIS: Visible infrared thermal imaging spectrometer for the Rosetta mission[J]. 1996, 2: 1604-1606. [21] Davis C O, Bowles J, Leathers R A, et al. Ocean PHILLS hyperspectral imager: Design, characterization, and calibration[J]. Optics Express, 2002, 10(4): 210-221. doi: 10.1364/OE.10.000210 [22] Liu Q, Ji Y, Wu J, et al. Study on convex grating in hyperspectral imaging spectrometers[C]//Proc of SPIE. 2009: 74940N. [23] Ducommun J P, Cantagrel M, Moulin M. Evolution of well-defined surface contour submitted to ion bombardment: Computer simulation and experimental investigation[J]. Journal of Materials Science, 1975, 10(1): 52-62. doi: 10.1007/BF00541031 [24] Lin H, Lilifeng. Fabrication of extreme-ultraviolet blazed gratings by use of direct argon-oxygen ion-beam etching through a rectangular photo resist mask[J]. Applied Optics, 2008, 47: 6212-6218. doi: 10.1364/AO.47.006212 期刊类型引用(1)
1. 徐昊宇,姜岩秀,陈星硕,王瑞鹏,张靖,巴音贺希格. 小闪耀角单晶硅光栅结构参数优化及制备工艺. 中国光学(中英文). 2024(05): 1139-1149 .  百度学术
百度学术其他类型引用(5)
-


 点击查看大图
点击查看大图
计量
- 文章访问数: 1260
- HTML全文浏览量: 286
- PDF下载量: 115
- 被引次数: 6
