

Relationship between the geometric characteristics of the polished area and the key parameters of the flow field creation
-
摘要: 磁流变抛光在其实际工作过程中,抛光区域几何特征的不同将会对流场创成的关键参数产生很大的影响。针对此问题建立三维模型与实验仿真展开研究。在研究抛光区域几何特征与流场创成关键参数的关系时,先改变抛光区域形状,观察其对流场创成中剪切应力、压力产生的影响;再控制抛光区域的形状相同时,通过改变抛光区域尺寸大小,观察对流场创成中剪切应力、压力产生的影响。结果表明:当抛光区域形状不同时,抛光区域为凹面时剪切应力最大,抛光区域为凸面时剪切应力最小。当抛光区域形状为凸面时,抛光区域两边的剪切应力随着抛光区域曲率大小增大而增大;当抛光区域形状为凹面,抛光区域两边的剪切应力随着抛光区域曲率大小增大而减小。当抛光区域形状不同时,抛光区域为凹面时压力最大,抛光区域为凸面时压力最小。当抛光区域形状为凸面时,抛光区域处的压力随着抛光区域曲率增大而增大;当抛光区域形状为凹面时,抛光区域处的压力随着抛光区域曲率增大而减小。Abstract: In the actual working process of magnetorheological polishing, the difference of the geometric characteristics of the polished area will have a great influence on the key parameters of the flow field creation. However, there is still a lack of research in this area, so this article establishes a three-dimensional model and experimental simulation for this problem. In studying the relationship between the geometric characteristics of the polished area and the key parameters of the flow field creation, first change the shape of the polished area to observe its influence on the shear stress and pressure in the flow field creation; when the shape of the polished area is the same, change the size of the polished area and observe its effect on the shear stress and pressure in the creation of the flow field. It is found that when the shape of the polished area differs, the shear stress is the largest when the polishing area is concave, while it is the smallest when the polished area is convex. When the polished area is convex, the shear stress on both sides of the polished area increases as the curvature of the polished area increases; when the polished area is concave, the shear stress on both sides of the polished area increases as the curvature of the polished area increases. When the shape of the polished area is different, the pressure is maximum when the polished area is concave, and the pressure is minimum when the polished area is convex. When the shape of the polished area is convex, the pressure at the polished area increases as the curvature of the polished area increases; when the shape of the polished area is concave, the pressure at the polished area decreases as the curvature of the polished area increases.
-
超精度光学元件在航空、航天、国防等领域发挥着重要作用[1]。在磁流变抛光技术发展的过程中,追求的精度标准也在不断提高。磁流变抛光是一种应用磁流变液进行抛光来获得超高精度光学表面的技术,为可控的柔性抛光技术[2]。其特点表现为在工件表面不会产生亚表面破坏层,且能很好地满足高精度光学元件的加工要求。如戴一凡等人开展了无损KDP晶体抛光的研究以及Jain等人开展了硅片超精密抛光的实验[3-5],然而抛光区域几何特征与流场创成关键参数关系这方面的研究尚还缺乏。只要确定这一关系,将能把加工元件的尺寸范围逐渐变宽,从微型工件到大型工件的加工皆能在一个抛光系统上进行,而且加工后的面型精度会越来越高[6-7]。因此抛光区域剪切应力和压力的追求将越来越高,以满足对抛光区域去除精度的需求。在追求最佳剪切应力和压力时,抛光区域的几何特征将会直接影响所受的剪切应力和压力[8-9],而抛光区域的几何特征主要包括抛光区域的形状、尺寸大小等。在抛光过程中磨料会依附在铁粉链状结构表面而具有强剪切应力[10]。在工件随抛光轮的转动而运动的过程中,通过流体动压剪切实现工件表面的材料去除得到剪切应力、压力在抛光过程中的作用是特别重要的[11]。刘家宝等人分析了颗粒作用影响下的材料去除机制[12]。Chen等人分析了小工具抛光过程中剪切力的作用理论模型与实验观察[13]。在磁流变抛光过程中,工件被压入一定的深度会与磁流变液接触形成一个抛光斑[14-15],而这个抛光斑会随着抛光区域几何特征的改变而发生变化,因此这是便于探索抛光区域几何特征与流场创成参数关系很好的前提[16-17]。由于抛光斑发生了变化,说明剪切应力和压力这两个参数是会随着抛光区域的形状、尺寸大小变化而发生变化,而这个变化存在的规律就是本文需要研究的问题。本文面向剪切力场和压力场研究几何参数的变化规律与作用机制。
1. 几何特征和流场创成参数的表征
1.1 抛光区域几何特征的表征
磁流变抛光技术主要是选用磁流变液在磁场中的流变性来实现光学零件的表面去除。在抛光的过程中,由于抛光区域的形状不相同,流场创成参数会受到不同的影响。因此本文主要选取了抛光区域的不同形状进行研究,按照面进行分类,大体分为凸面、凹面和平面。本文选取抛光区域为这三种不同面的光学元件进行试验。
在加工光学元件的时候,有些抛光元件的形状是相同的,但是尺寸大小不同就会影响流场创成参数发生变化。因此选取尺寸这个几何特征变量来进行研究,便于探索形状相同尺寸大小不同的抛光区域对流场创成关键参数的影响。而在选取大小这个参数的时候,本文选取了曲率(r)大小不同,抛光区域依次为凸面、凹面的元件进行试验。
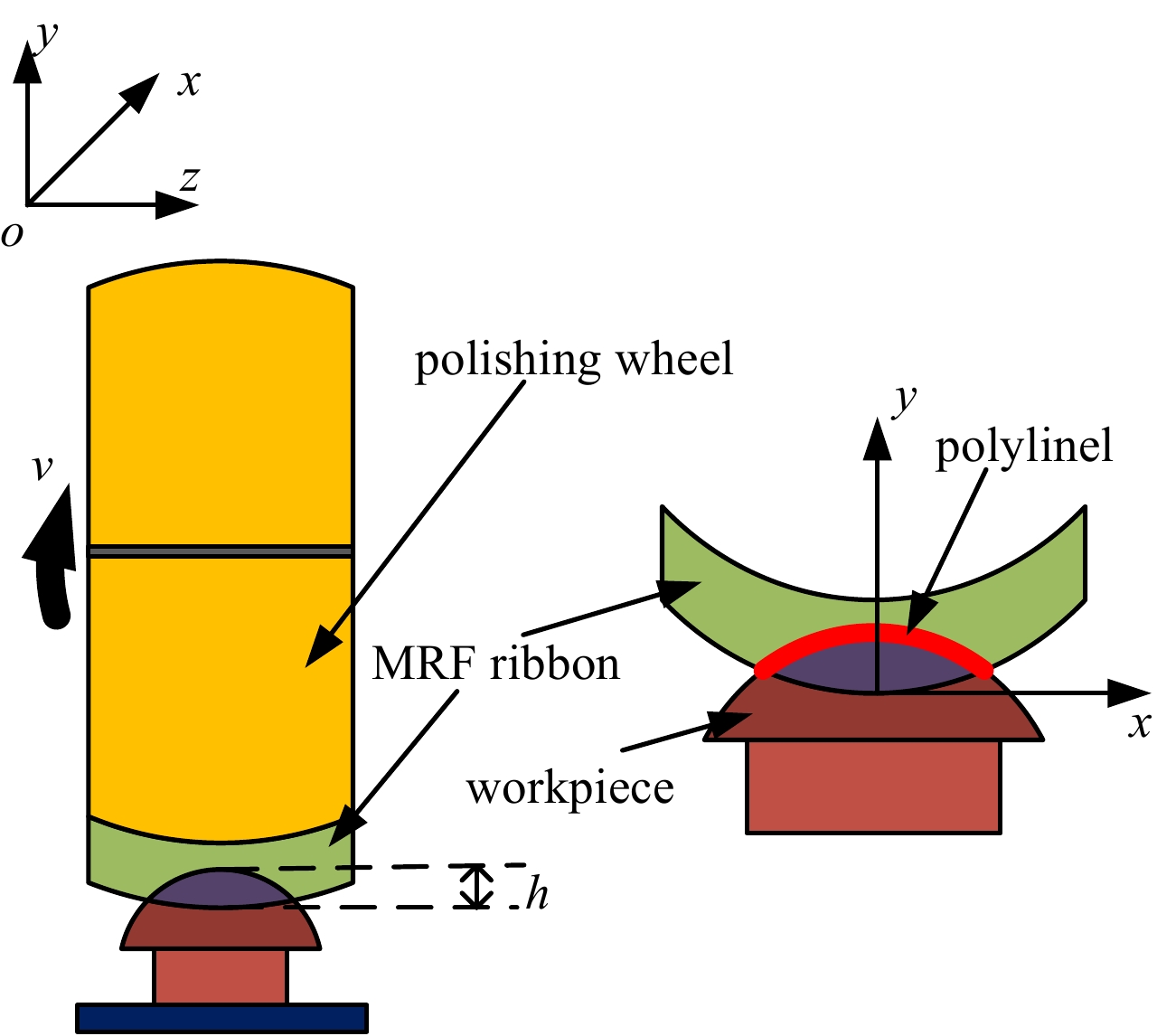
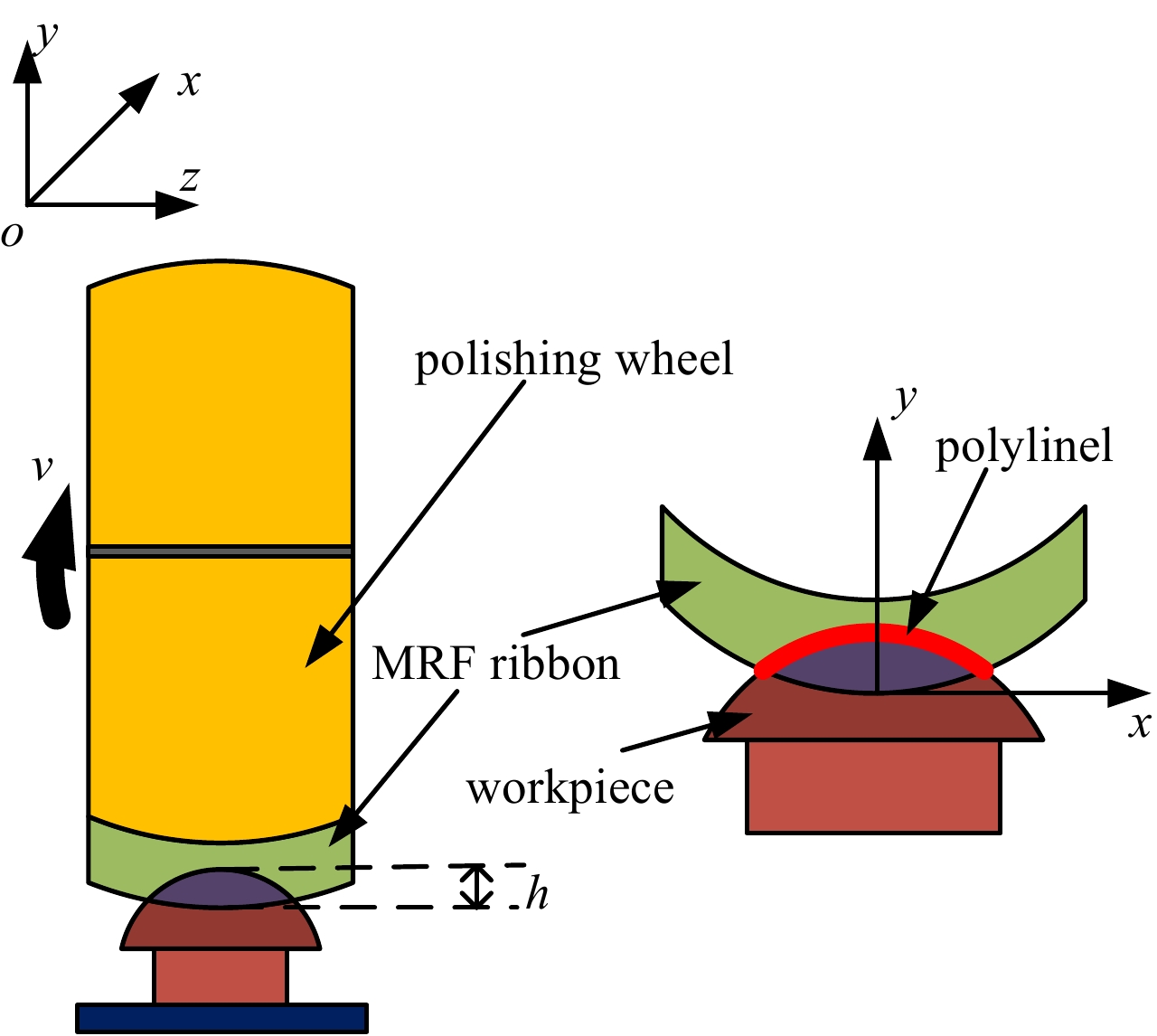
图1为利用磁流变抛光技术抛光凸面光学元件示意图。其中x轴方向为抛光区域与缎带接触的中心线polylinel方向,x轴的正半轴为出口方向,负半轴为进口方向,抛光元件嵌入深度的方向为y轴方向。
1.2 流场创成关键参数的表征
在磁流变抛光过程中,由于运动转盘中装有一种具有磨削介质以及高磁导率、低磁滞性的微小软磁性颗粒和非导磁性液体混合而成的悬浮液,当该悬浮液随着运动转盘运动到加工工件与运动转盘间形成的小间隙附近时,由于高梯度磁场的影响使该悬浮液聚结变硬并形成一段具有粘塑性的打磨段。该打磨段随着运动转盘高速通过加工工件与转盘构成的小间隙时,打磨段对加工工件的接触区域产生一个很大的剪切应力。在该剪切应力的作用下,实现对加工工件表面进行一个高精度的打磨加工。因此把抛光区域所受的剪切应力定义为τ。
在抛光中,流体与抛光元件接触时会产生压力,而这个压力在抛光的时候会增加他们之间的摩擦力,这个摩擦力越大对去除抛光区域效果越好,而摩擦力又是随着压力的增大而增大的。由于流体是运动的,所以会对抛光区域产生一定的压力,而这个压力在抛光的过程中起着很重要的作用,因此把抛光区域所受的压力定义为p。
2. 抛光区域不同几何特征对剪切应力、压力影响实验
2.1 实验设计
在磁流变抛光的过程中,为了满足抛光精度的要求,影响抛光精度的剪切应力、压力这两个参数是必须考虑的,只要这两参数的值达到最佳时,抛光的效果就会达到最好。但是由于抛光区域的形状、尺寸大小这两个几何特征会影响这两个参数,因此探究抛光区域几何特征与剪切应力、压力的关系很有必要。通过试验,利用数值实验得到不同抛光区域处的剪切应力云图和压力云图。先对不同抛光区域的剪切应力和压力进行系统的分析,最后分析抛光区域几何特征不同对流场创成的剪切应力、压力的影响。试验总共分为四组,运用相同磁流变抛光工艺参数,具体参数如表1所示。
表 1 选用的磁流变抛光工艺参数Table 1. Selected magnetorheological polishing process parametersconsistency index,
k/(sn−2/m)power law
indexyield stress
threshold ptemporary shear
rate/(1/s)flow coefficient
nribbon
thickness/mmribbon
width/mmpolishing wheel
speed v/(m/s)inlet and outlet
pressure/Pa59.01 0.7301 13861.84 100 0.3755 1.5 15 4.71 101000 第一组试验保持抛光区域的宽度为100 mm,改变抛光区域形状来分析对抛光区域处剪切应力的影响。选取形状如表2所示。
表 2 不同形状抛光区域Table 2. Polished areas of different shapesNo. immersion depth h/mm shape 1 1.0 concave 2 1.0 convex 3 1.0 plane 第二组试验保持抛光区域的形状相同,改变抛光区域的曲率大小。当抛光区域形状为凸面时,曲率大小由初始值为80 mm,以40 mm为一个单位增加至440 mm来分析对抛光区域处剪切应力的影响;当抛光区域形状为凹面时,曲率大小由初始值180 mm,以30 mm为一个单位增加至450 mm来分析对抛光区域处剪切应力的影响。具体参数如表3所示。
表 3 选取的抛光区域曲率大小参数Table 3. Curvature parameters of the selected polishing areaNo. immersion
depth h/mmconvex
curvature r/mmconcave
curvature r/mm1 1.0 80 180 2 1.0 120 210 3 1.0 160 240 4 1.0 200 270 5 1.0 240 300 6 1.0 280 330 7 1.0 320 360 8 1.0 360 390 9 1.0 400 420 10 1.0 440 450 第三组试验保持抛光区域的宽度为100 mm,改变抛光区域形状来分析对抛光区域处压力的影响。选取形状如表4所示。
表 4 不同形状抛光区域Table 4. Polished areas of different shapesNo. immersion depth h/mm shape 1 1.0 concave 2 1.0 convex 3 1.0 plane 第四组保持抛光区域形状相同,改变抛光区域曲率大小。当抛光区域形状为凸面时,抛光区域曲率大小由初始值为80 mm,以40 mm为一个单位增加至440 mm来分析对抛光区域处压力的影响;当抛光区域形状为凹面时,曲率大小由初始值180 mm,以30 mm为一个单位增加至450 mm来分析对抛光区域处压力的影响。具体参数如表5所示。
表 5 选取的抛光区域曲率大小参数Table 5. Curvature parameters of the selected polishing areaNo. immersion
depth h/mmconvex
curvature r/mmconcave
curvature r/mm1 1.0 80 180 2 1.0 120 210 3 1.0 160 240 4 1.0 200 270 5 1.0 240 300 6 1.0 280 330 7 1.0 320 360 8 1.0 360 390 9 1.0 400 420 10 1.0 440 450 2.2 形状不同的抛光区域对剪切应力的影响
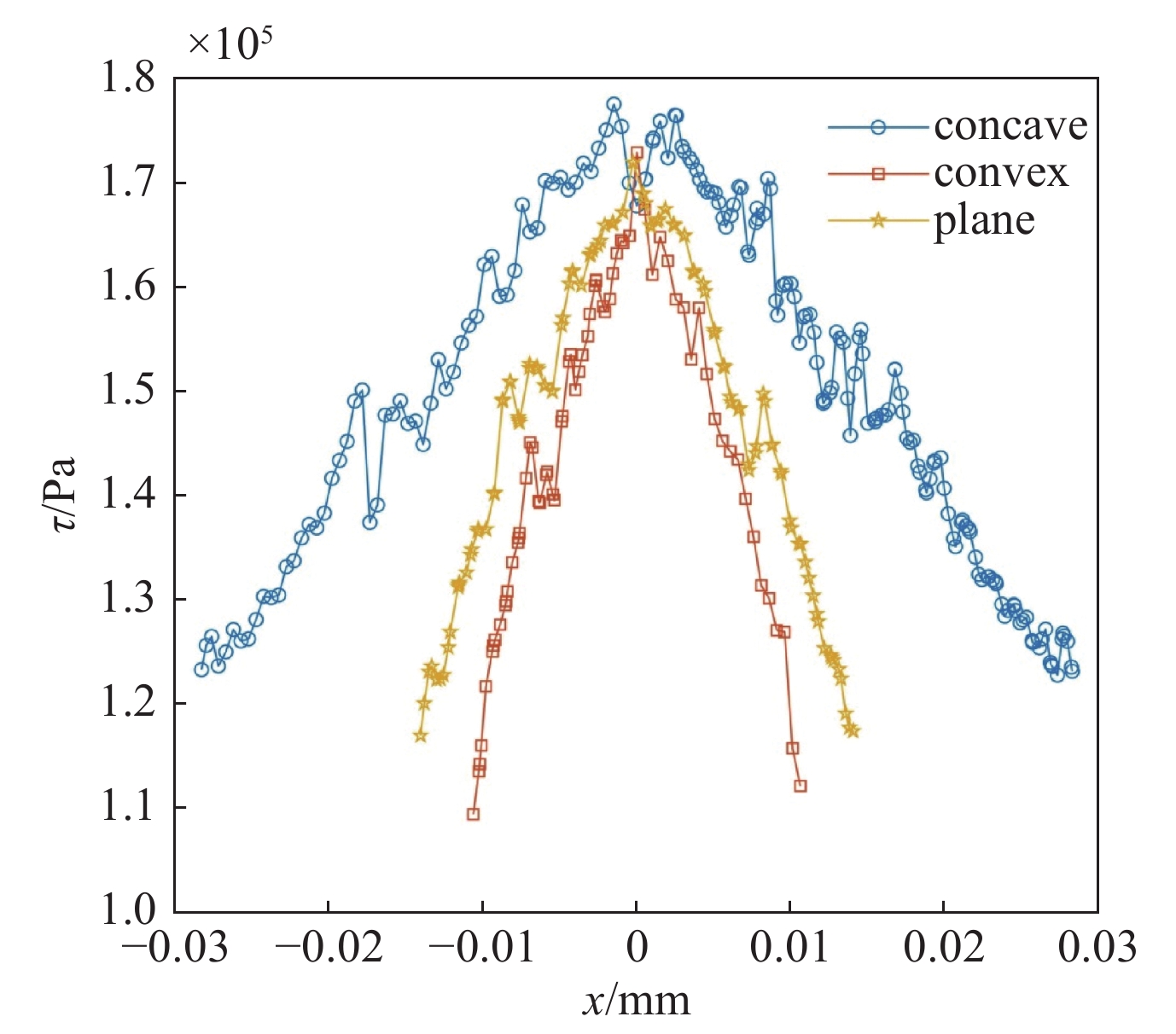
在抛光的过程中,以抛光区域形状为凹面、凸面、平面作为研究。通过数值实验得出抛光区域的形状不同时对抛光区域剪切应力影响结果如图2所示。再将剪切应力分布云图中的数据进行处理,得出加工工件所受的剪切应力随着抛光区域x轴横向距离的变化曲线如图3所示。通过图2可以看出,抛光区域形状不同时,抛光区域剪切应力的最大值在一定范围内波动,抛光区域为凹面时剪切应力最大,为凸面时剪切应力最小。通过图3可以看出,抛光区域剪切应力随着抛光区域不同区域处进入深度先是增大达到最大值就又减小。结合这两个结论得出当抛光区域形状不同时,抛光区域为凹面时剪切应力最大,抛光区域为凸面时剪切应力最小。
 图 2 抛光区域为凹面,凸面、平面时的剪切应力云图Figure 2. Shear stress cloud diagram when the polished area is concave, convex and flat
图 2 抛光区域为凹面,凸面、平面时的剪切应力云图Figure 2. Shear stress cloud diagram when the polished area is concave, convex and flat 图 3 抛光区域x轴上剪切应力分布曲线图Figure 3. Shear stress distribution curve on the x-axis of the polished area
图 3 抛光区域x轴上剪切应力分布曲线图Figure 3. Shear stress distribution curve on the x-axis of the polished area2.3 形状相同曲率大小不同的抛光区域对剪切应力的影响
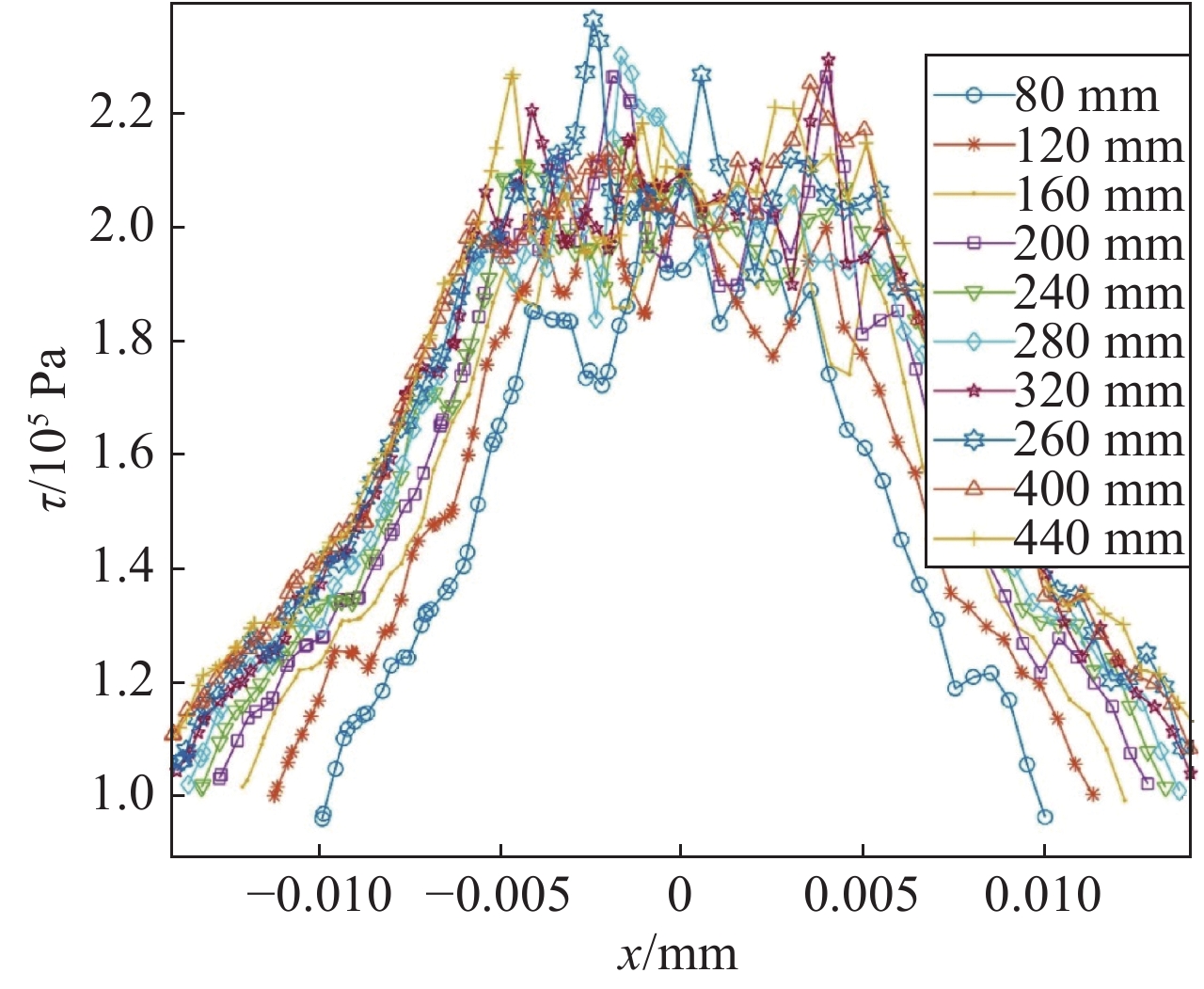
(1)抛光过程中,抛光区域为凸面时,以曲率大小分别为80、120、160、200、240、280、320、360、400、440 mm这10组数据作为研究。通过数值实验得出抛光区域形状为凸面时,曲率大小不同对抛光区域剪切应力的影响结果如图4所示。再将剪切应力分布云图中的数据进行处理,得出加工工件所受的剪切应力随着抛光区域x轴横向距离的变化曲线如图5所示。
 图 4 抛光区域为凸面时曲率大小为80 mm至440 mm的剪切应力云图Figure 4. Shear stress cloud diagram with curvature of 80 mm to 440 mm when the polished area is convex
图 4 抛光区域为凸面时曲率大小为80 mm至440 mm的剪切应力云图Figure 4. Shear stress cloud diagram with curvature of 80 mm to 440 mm when the polished area is convex 图 5 凸面抛光区域x轴上剪切应力分布曲线图Figure 5. Shear stress distribution curve on the x-axis of the convex polished area
图 5 凸面抛光区域x轴上剪切应力分布曲线图Figure 5. Shear stress distribution curve on the x-axis of the convex polished area通过图4可以得出抛光区域形状相同大小不同时,抛光区域剪切应力的最大值在一定范围内波动。而通过图5得出抛光区域剪切应力随着抛光区域不同区域处进入深度先是增大达到最大值进入波动状态最后又逐渐减小,在其中也有些交替的地方。结合这两个结论的出当抛光区域为凸面时,抛光区域进出口两边的剪切应力随着抛光区域曲率大小增大而增大。
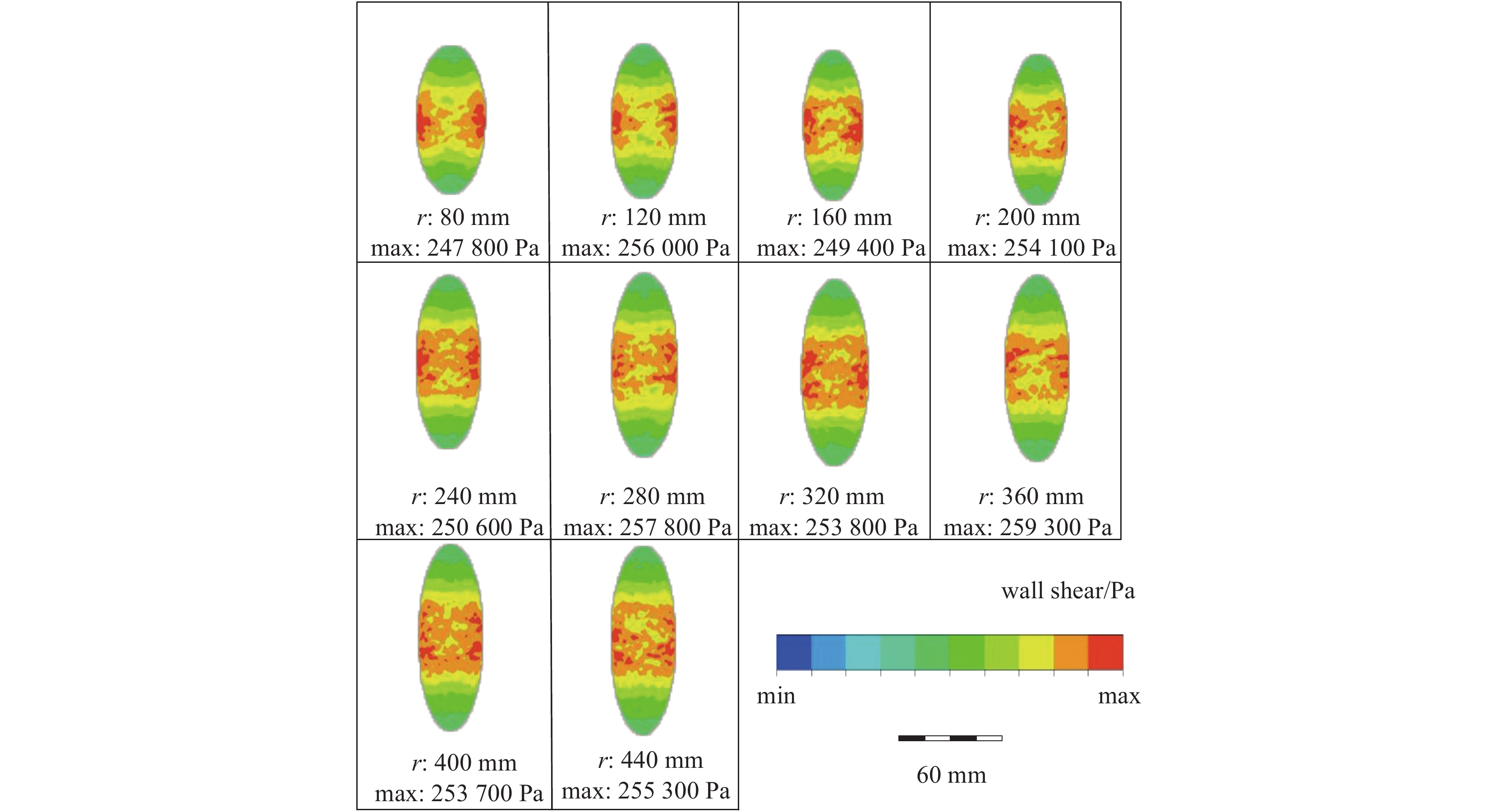
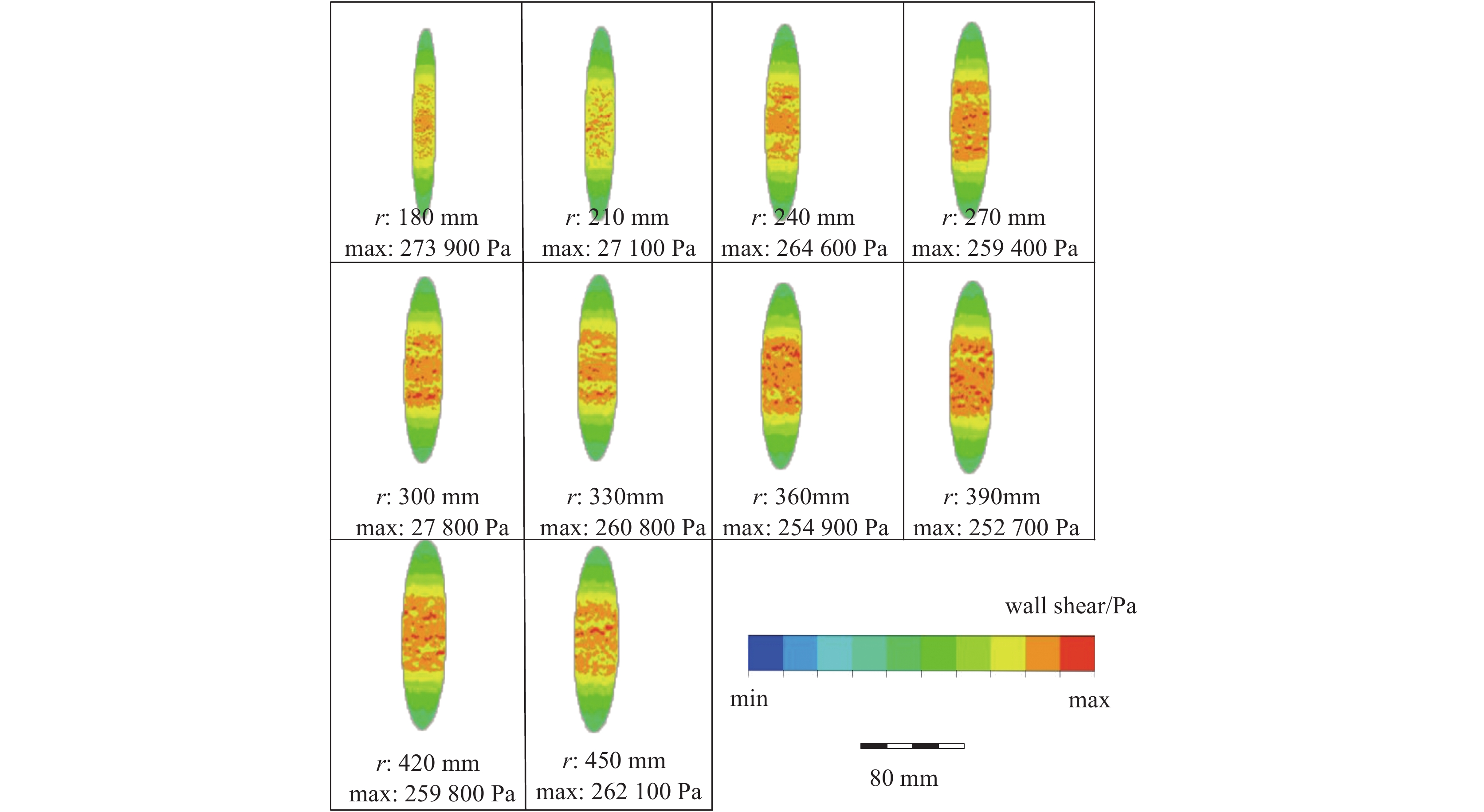
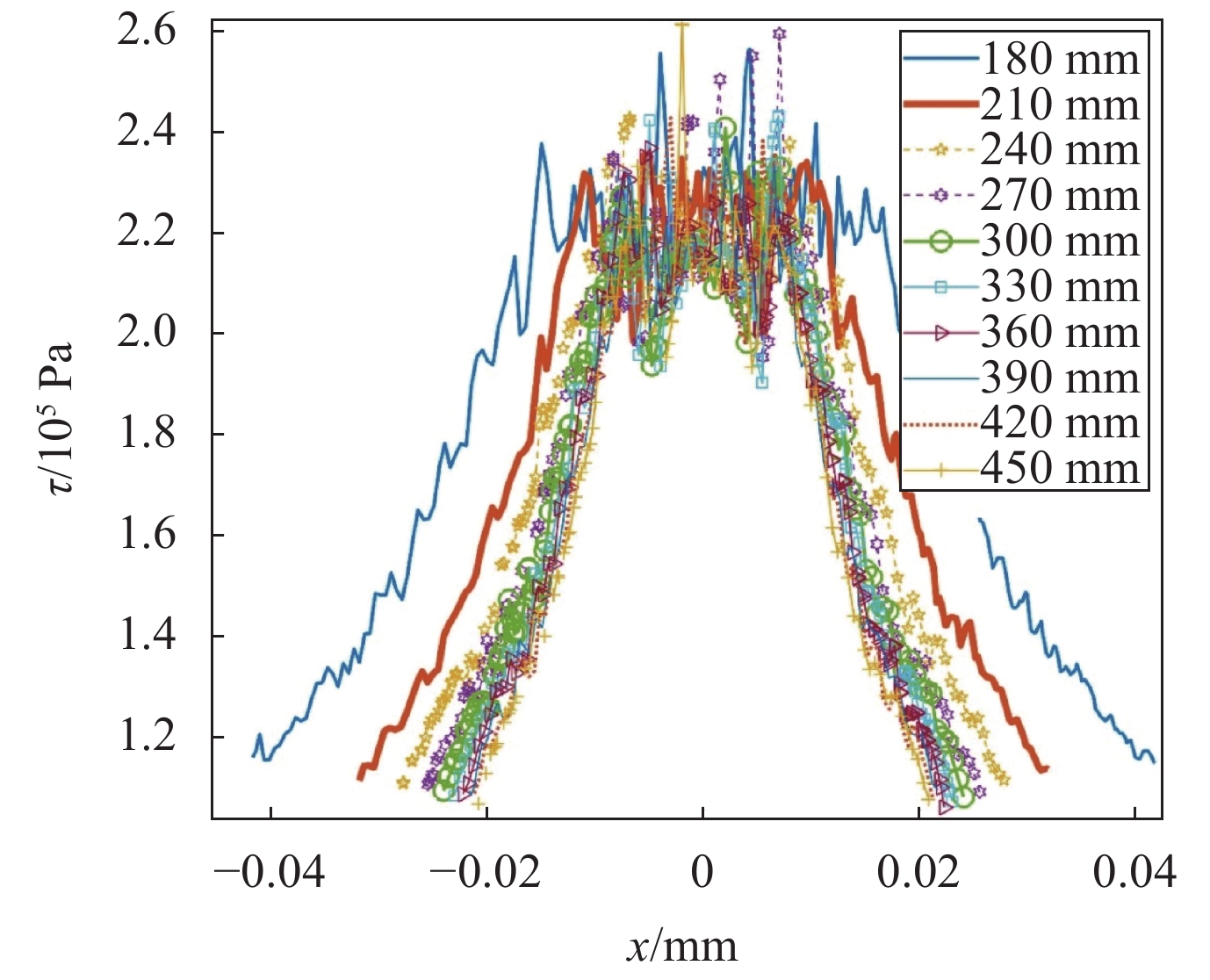
(2)抛光过程中,抛光区域为凹面时,以曲率大小分别为180、210、240、270、300、330、360、390、420、450 mm这10组数据作为研究。通过数值实验得出抛光区域形状为凹面时,曲率大小不同对抛光区域剪切应力的影响结果如图6所示。再将剪切应力分布云图中的数据进行处理,得出加工工件所受的剪切应力随着抛光区域x轴横向距离的变化曲线如图7所示。
 图 6 抛光区域为凹面时曲率大小为180 mm至450 mm的剪切应力云图Figure 6. Shear stress cloud diagram with a curvature of 180 mm to 450 mm when the polished area is concave
图 6 抛光区域为凹面时曲率大小为180 mm至450 mm的剪切应力云图Figure 6. Shear stress cloud diagram with a curvature of 180 mm to 450 mm when the polished area is concave 图 7 凹面抛光区域x轴上剪切应力分布曲线图Figure 7. Shear stress distribution curve on the x-axis of the concave polished area
图 7 凹面抛光区域x轴上剪切应力分布曲线图Figure 7. Shear stress distribution curve on the x-axis of the concave polished area通过图6可以看出,抛光区域形状相同大小不同时,抛光区域剪切应力的最大值在一定范围内波动。而通过图7可以看出,抛光区域剪切应力随着抛光区域不同区域处进入深度先是增大达到最大值进入波动状态最后又逐渐减小,在其中也有些交替的地方。结合这两个结论得出当抛光区域为凹面时,抛光区域进出口两边的剪切应力随着抛光区域曲率大小的增大而减小。
2.4 形状不同的抛光区域对压力的影响
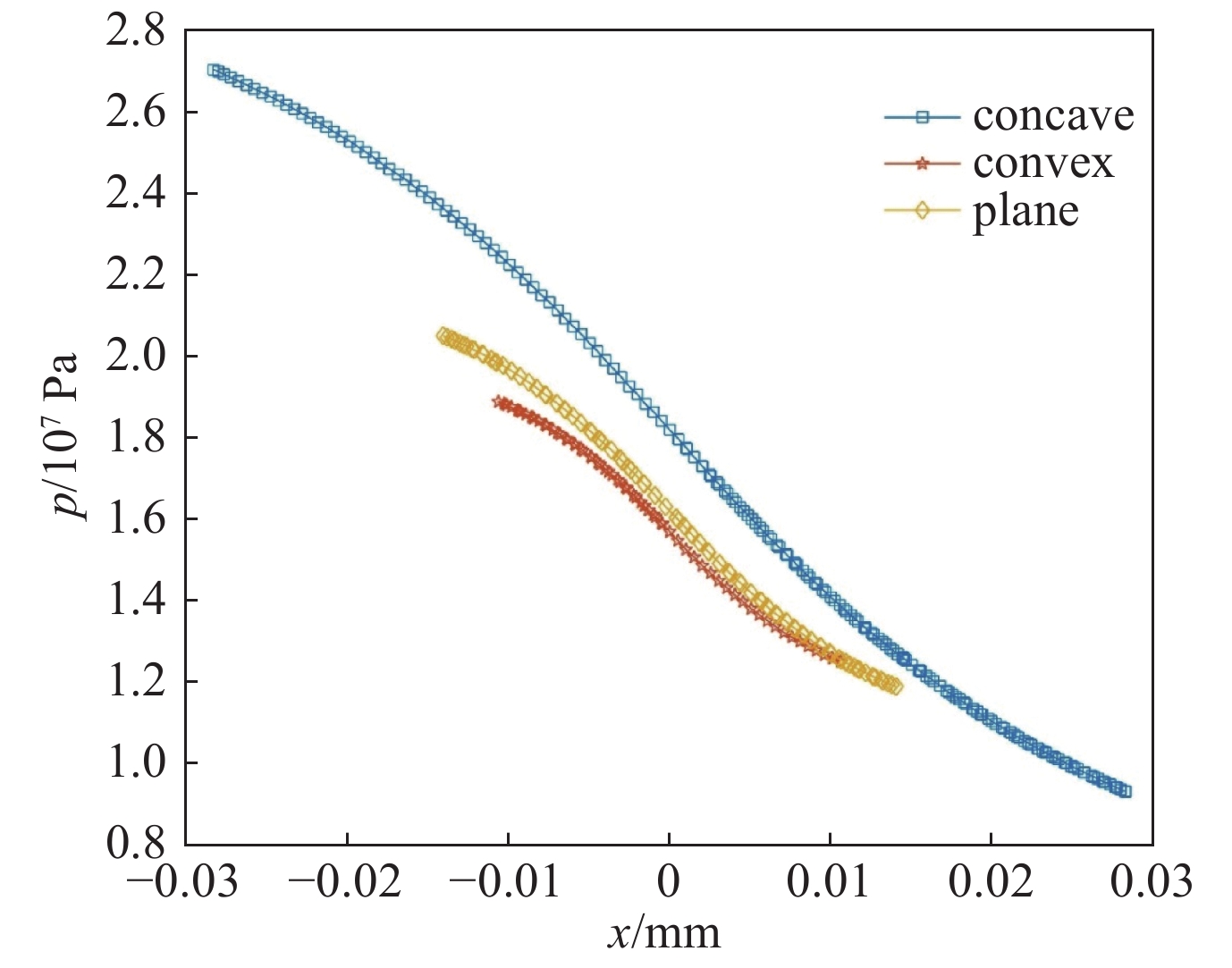
抛光的过程中,以抛光区域形状为凹面、凸面、平面作为研究。通过数值实验得出抛光区域形状不同时对抛光区域压力的影响结果如图8所示。再将压力分布云图中的数据进行处理,得出加工工件所受的压力随着抛光区域x轴横向距离的变化曲线如图9所示。
 图 8 抛光区域为凹面、凸面、平面的压力云图Figure 8. Pressure cloud diagram of the concave, convex, and flat polished area
图 8 抛光区域为凹面、凸面、平面的压力云图Figure 8. Pressure cloud diagram of the concave, convex, and flat polished area 图 9 抛光区域x轴上压力分布曲线图Figure 9. Pressure distribution curve on the x-axis of the polished area
图 9 抛光区域x轴上压力分布曲线图Figure 9. Pressure distribution curve on the x-axis of the polished area通过图8可以看出,抛光区域形状相同大小不同时,抛光区域压力最大值在逐渐减小。而通过图9可以看出,抛光区域压力随着抛光区域不同区域的进入深度而减小。结合这两个结论,当抛光区域形状不同时,得出抛光区域为凹面时压力最大,抛光区域为凸面时压力最小。
2.5 形状相同曲率大小不同的抛光区域对压力的影响
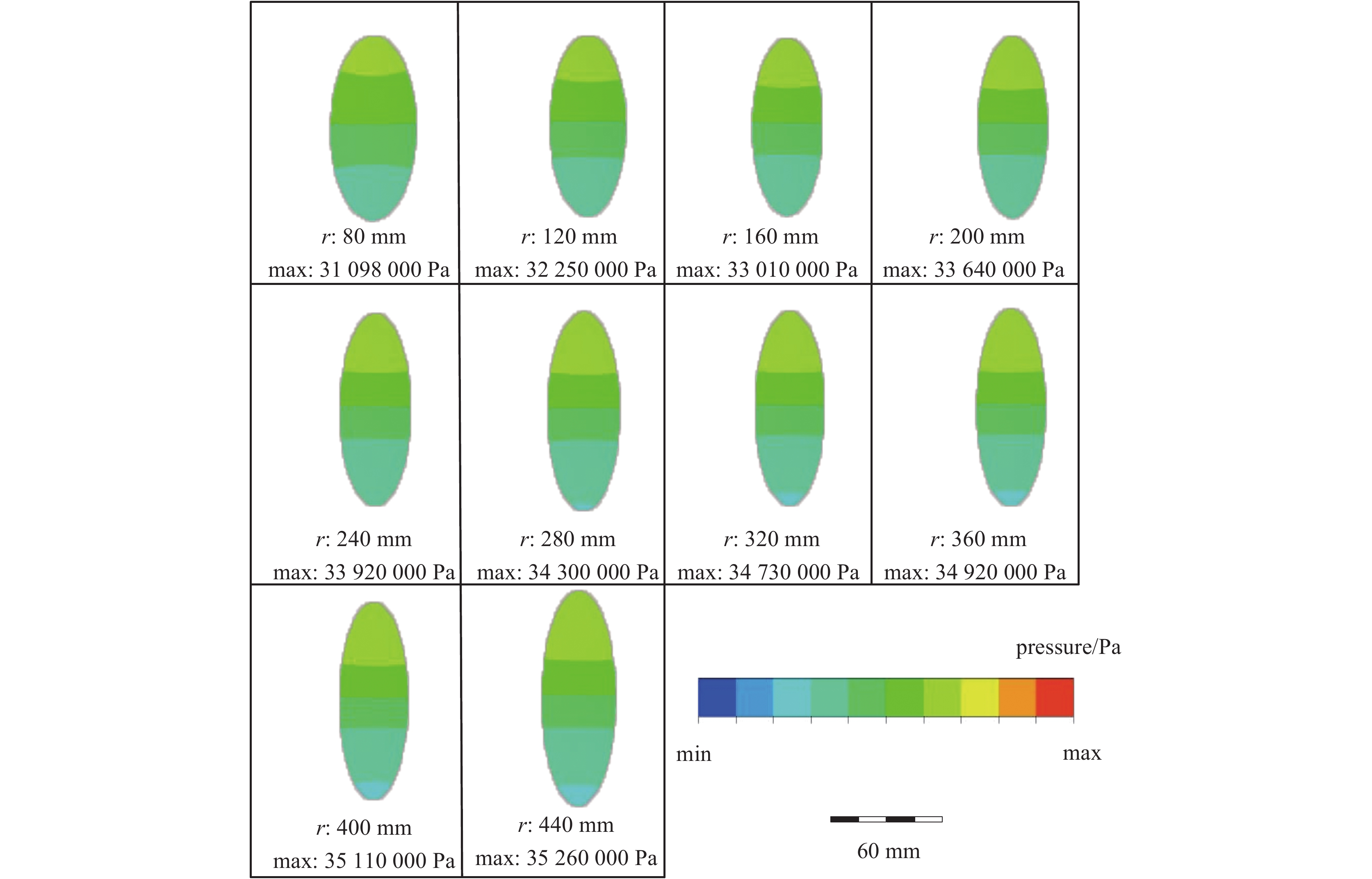
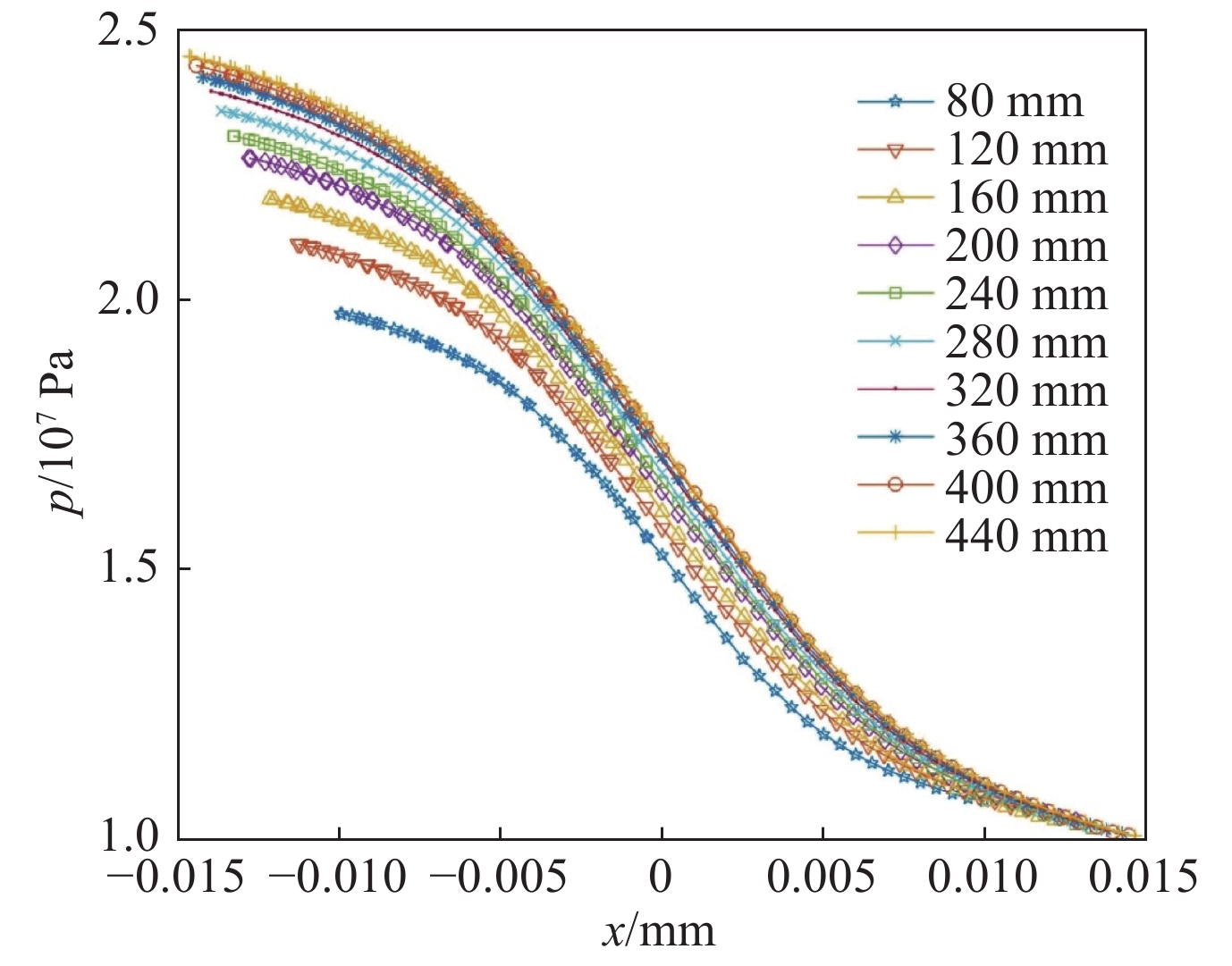
(1)在抛光过程中,抛光区域为凸面时,以曲率大小分别为80、120、160、200、240、280、320、360、400、440 mm这10组数据作为研究。通过数值实验得出抛光区域形状为凸面时,曲率大小不同对抛光区域处压力的影响结果如图10所示。再将压力分布云图中的数据进行处理,得出加工工件所受的压力随着抛光区域x轴横向距离的变化曲线如图11所示。
 图 10 抛光区域为凸面时曲率大小80 mm至440 mm的压力云图Figure 10. Pressure cloud diagram with a curvature of 80 mm to 440 mm when the polished area is convex
图 10 抛光区域为凸面时曲率大小80 mm至440 mm的压力云图Figure 10. Pressure cloud diagram with a curvature of 80 mm to 440 mm when the polished area is convex 图 11 凸面抛光区域x轴上压力分布曲线图Figure 11. Pressure distribution curve on the x-axis of the convex polished area
图 11 凸面抛光区域x轴上压力分布曲线图Figure 11. Pressure distribution curve on the x-axis of the convex polished area通过图10可以看出,抛光区域形状相同大小不同时,抛光区域压力的最大值随着曲率大小增大而增大。而通过图11可以看出,当为同一尺寸大小的抛光区域时,抛光区域压力随着抛光区域不同区域处的进入深度增大而增大,当不同尺寸大小的抛光区域进入深度相同时,抛光区域压力的最大值随着曲率大小的增大发生的变化越来越小。结合这两个结论得出当抛光区域形状为凸面时,抛光区域处压力随着抛光区域曲率大小增大而增大。
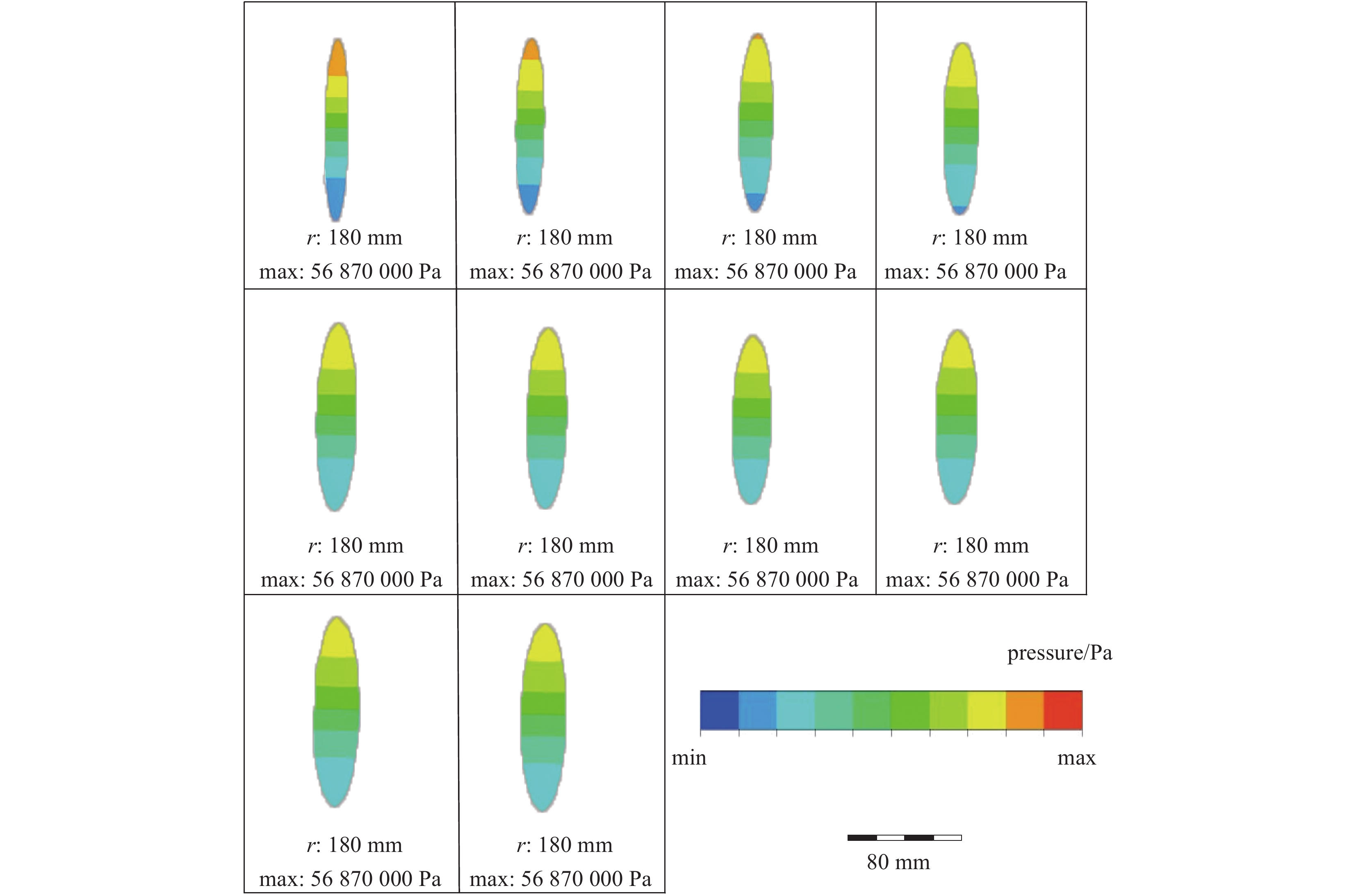
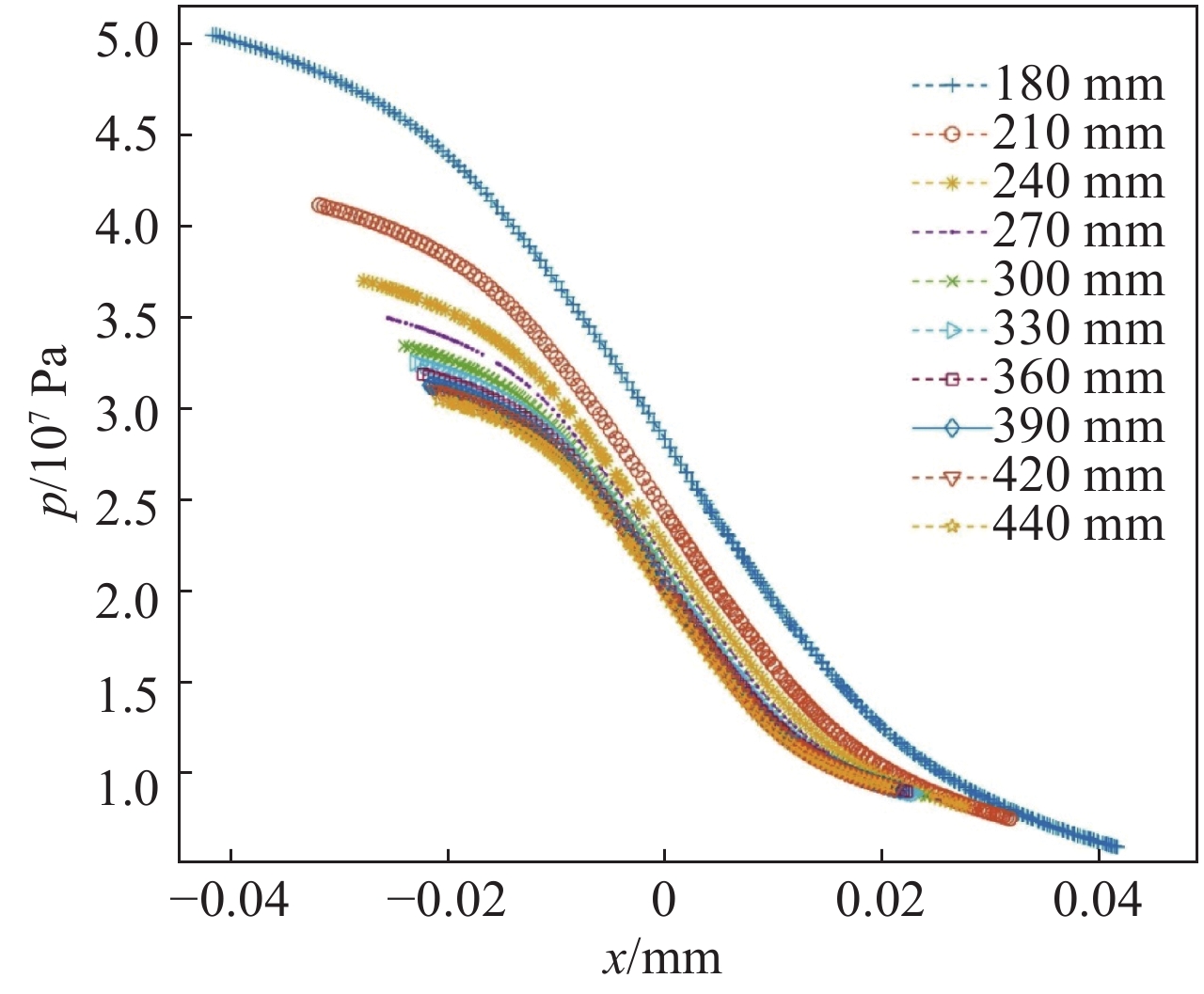
(2)抛光过程中,抛光区域为凹面时,以曲率大小分别为180、210、240、270、300、330、360、390、420、450 mm这10组数据作为研究。通过数值实验得出抛光区域形状为凹面时,曲率大小不同对抛光区域处压力的影响结果如图12所示。再将压力分布云图中的数据进行处理,得出加工工件所受的压力随着抛光区域x轴横向距离的变化曲线如图13所示。通过图12可以看出,抛光区域形状相同大小不同时,抛光区域压力的最大值随着曲率大小增大而减小。而通过图13看出,当为同一尺寸大小的抛光区域时,抛光区域压力随着抛光区域不同区域处的进入深度增大而减小,当不同尺寸大小的抛光区域进入深度相同时,抛光区域压力的最大值随着曲率大小的增大发生的变化越来越小。结合这两个结论得出抛光区域形状为凹面时,抛光区域的压力随着抛光区域曲率大小增大而减小。
 图 12 抛光区域为凹面时曲率大小180 mm至450 mm压力云图Figure 12. Pressure cloud diagram with curvature of 180 mm to 450 mm when the polished area is concave
图 12 抛光区域为凹面时曲率大小180 mm至450 mm压力云图Figure 12. Pressure cloud diagram with curvature of 180 mm to 450 mm when the polished area is concave 图 13 凹面抛光区域x轴上压力分布曲线图Figure 13. Pressure distribution curve on the x-axis of the concave polished area
图 13 凹面抛光区域x轴上压力分布曲线图Figure 13. Pressure distribution curve on the x-axis of the concave polished area3. 结 论
通过数值计算对抛光区域几何特征与流场创成关键参数的影响进行数值实验,本文解决了抛光区域几何特征与流场创成关键参数关系研究的问题。得出主要结论如下:(1)发现了抛光区域形状与剪切力和压力的形成关系。当抛光区域形状不同时,抛光区域为凹面时剪切应力最大,抛光区域为凸面时剪切应力最小。抛光区域为凹面时压力最大,抛光区域为凸面时压力最小;(2)发现了不同形状下,进出口区域的剪切力形成差异。当抛光区域形状为凸面时,抛光区域进出口两边的剪切应力随着抛光区域曲率增大而增大;当抛光区域形状为凹面,抛光区域进出口两边的剪切应力随着抛光区域曲率增大而减小;(3)发现了不同光学元件面形的及出口压力差异机制。当抛光区域形状为凸面时,抛光区域处的压力随着抛光区域曲率大小增大而增大;当抛光区域形状为凹面时,抛光区域处的压力随着抛光区域曲率大小增大而减小。
-

图 2 抛光区域为凹面,凸面、平面时的剪切应力云图
Figure 2. Shear stress cloud diagram when the polished area is concave, convex and flat
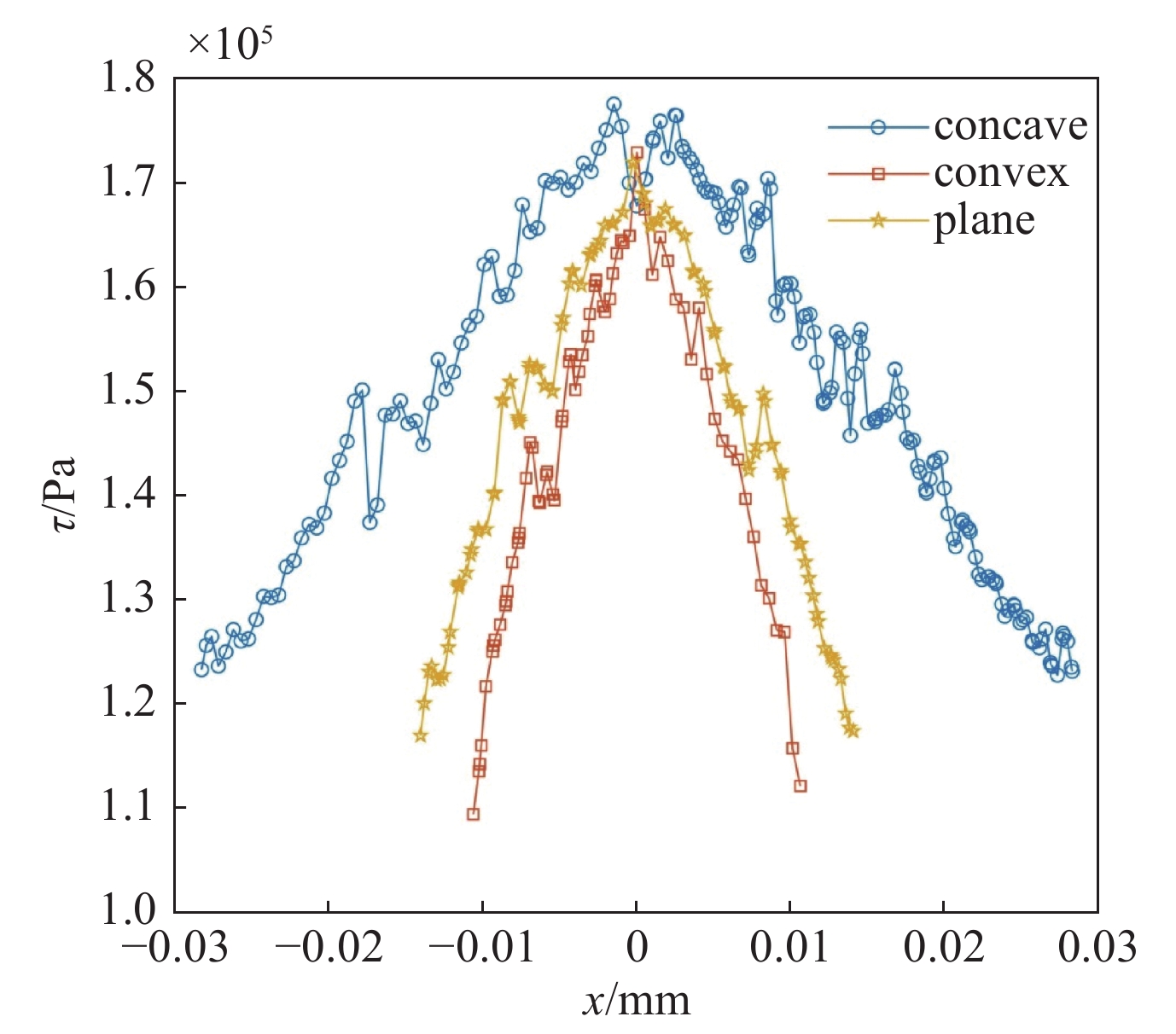
图 3 抛光区域x轴上剪切应力分布曲线图
Figure 3. Shear stress distribution curve on the x-axis of the polished area
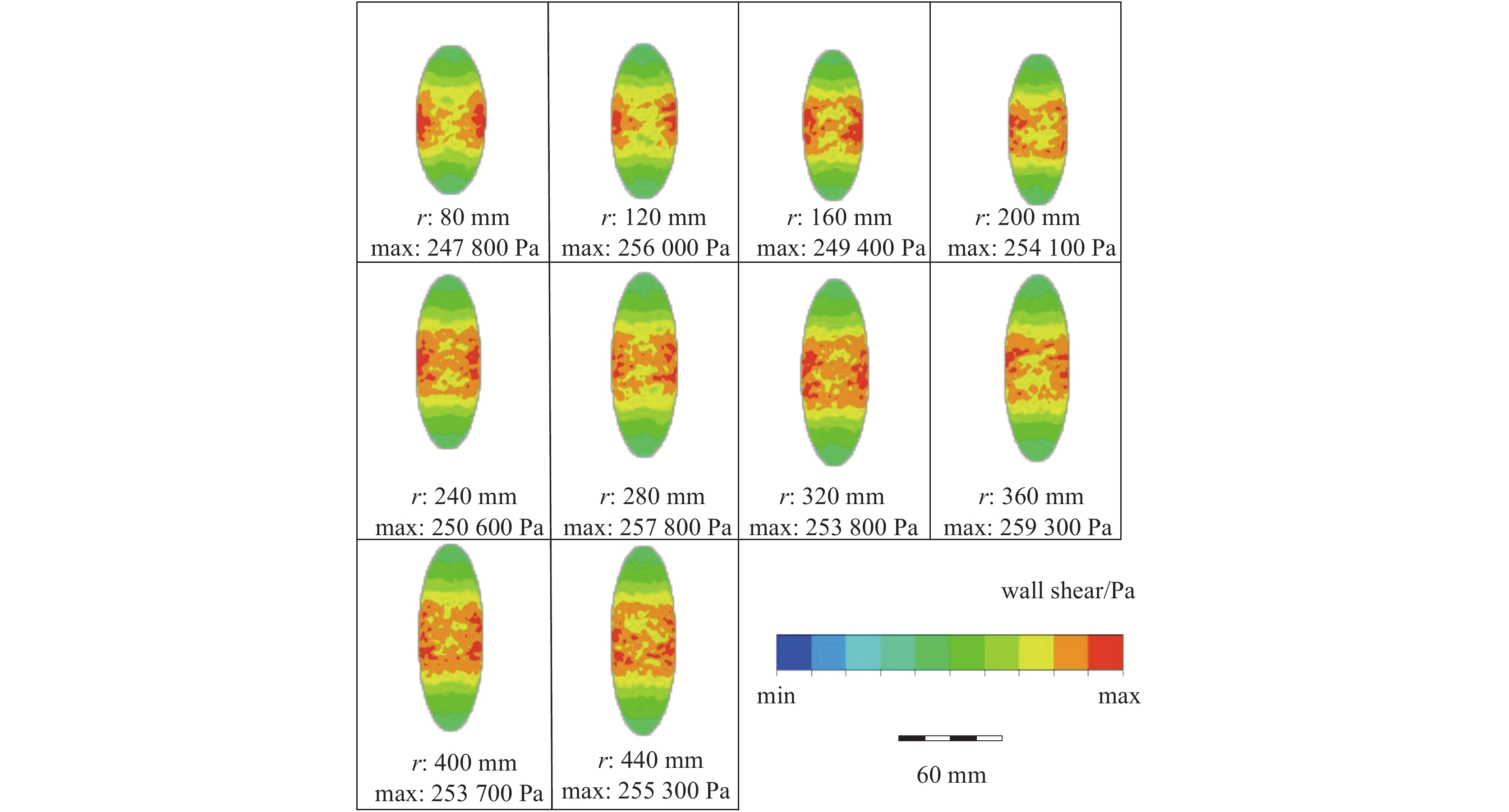
图 4 抛光区域为凸面时曲率大小为80 mm至440 mm的剪切应力云图
Figure 4. Shear stress cloud diagram with curvature of 80 mm to 440 mm when the polished area is convex
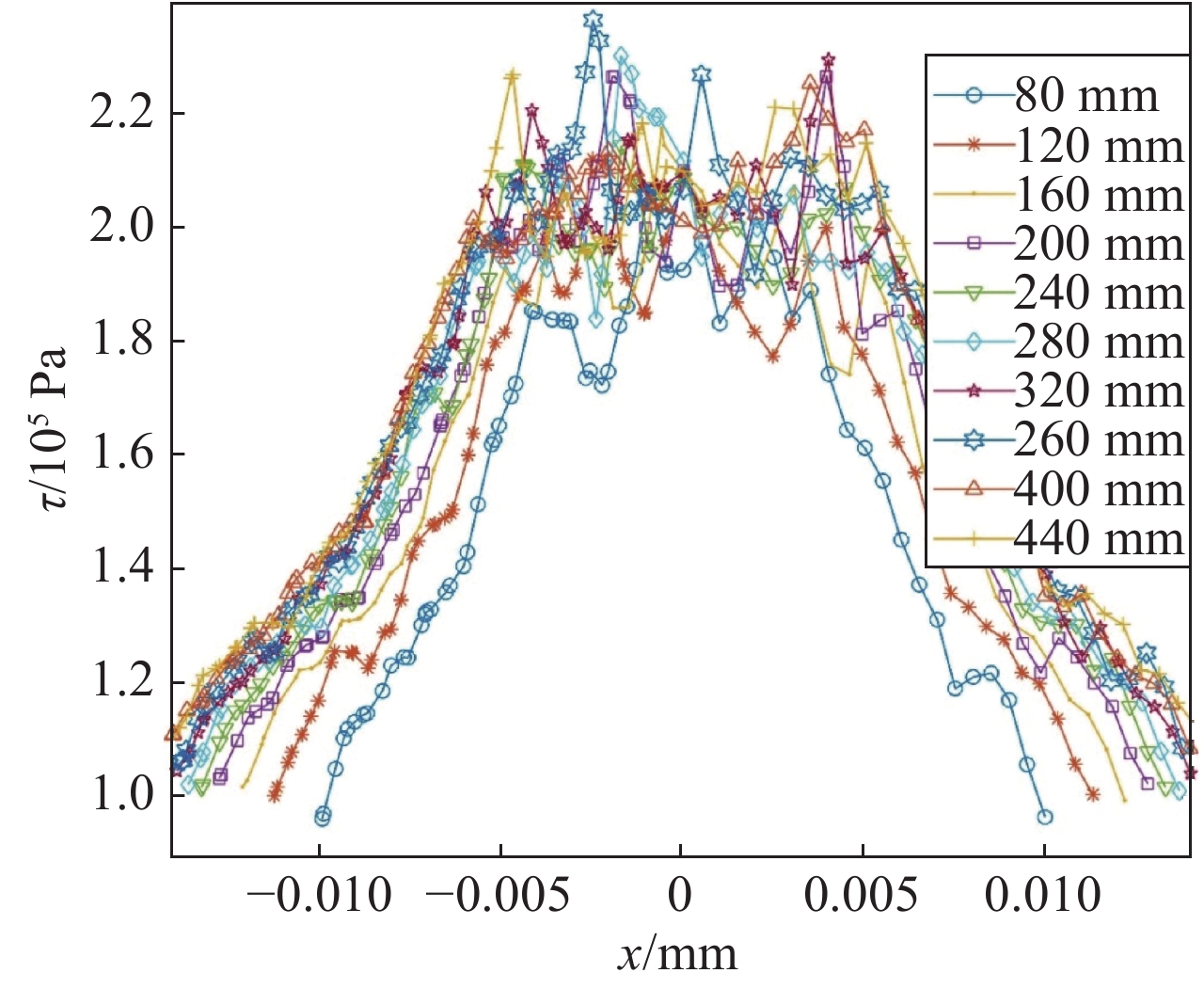
图 5 凸面抛光区域x轴上剪切应力分布曲线图
Figure 5. Shear stress distribution curve on the x-axis of the convex polished area
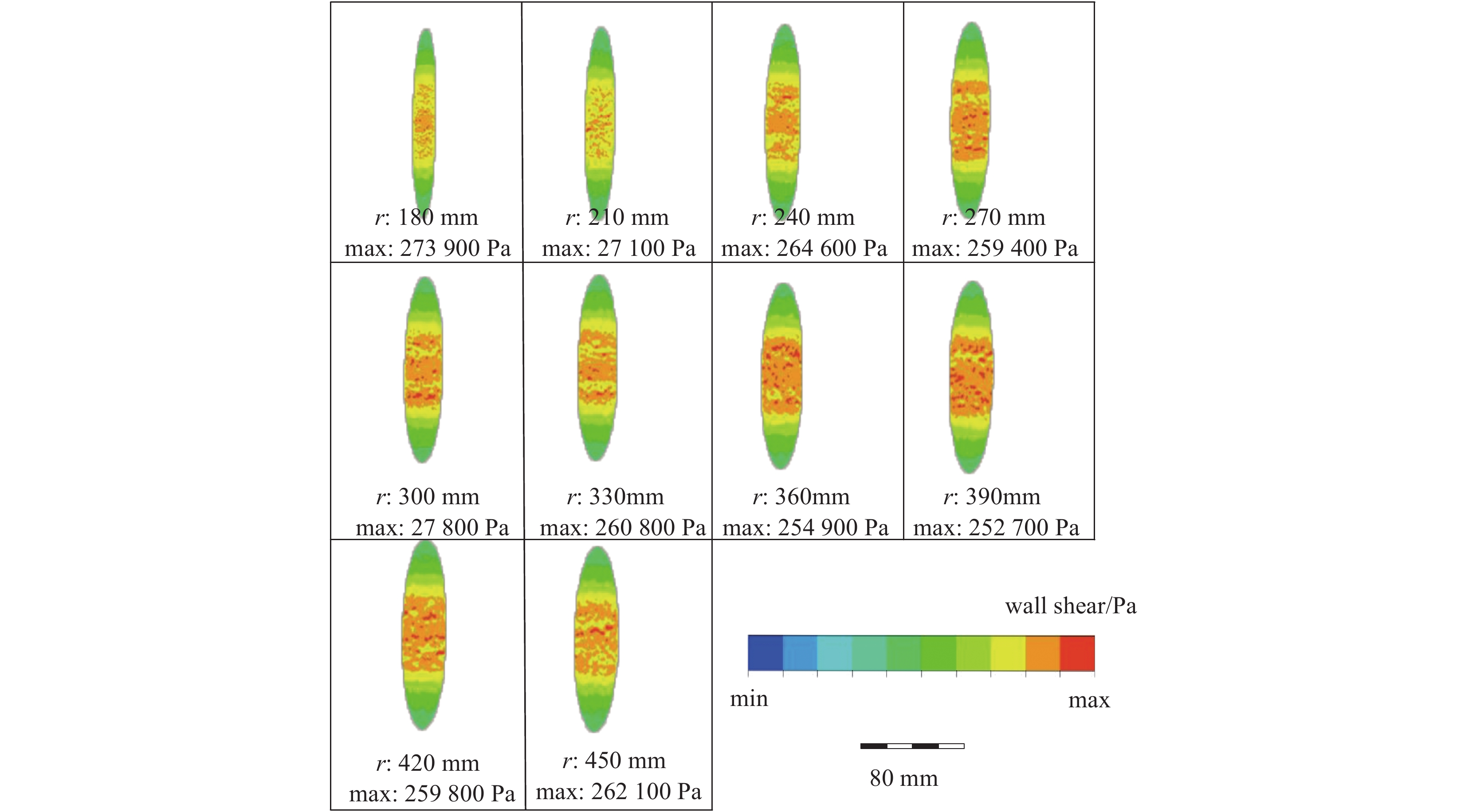
图 6 抛光区域为凹面时曲率大小为180 mm至450 mm的剪切应力云图
Figure 6. Shear stress cloud diagram with a curvature of 180 mm to 450 mm when the polished area is concave
图 7 凹面抛光区域x轴上剪切应力分布曲线图
Figure 7. Shear stress distribution curve on the x-axis of the concave polished area

图 8 抛光区域为凹面、凸面、平面的压力云图
Figure 8. Pressure cloud diagram of the concave, convex, and flat polished area
图 9 抛光区域x轴上压力分布曲线图
Figure 9. Pressure distribution curve on the x-axis of the polished area
图 10 抛光区域为凸面时曲率大小80 mm至440 mm的压力云图
Figure 10. Pressure cloud diagram with a curvature of 80 mm to 440 mm when the polished area is convex
图 11 凸面抛光区域x轴上压力分布曲线图
Figure 11. Pressure distribution curve on the x-axis of the convex polished area
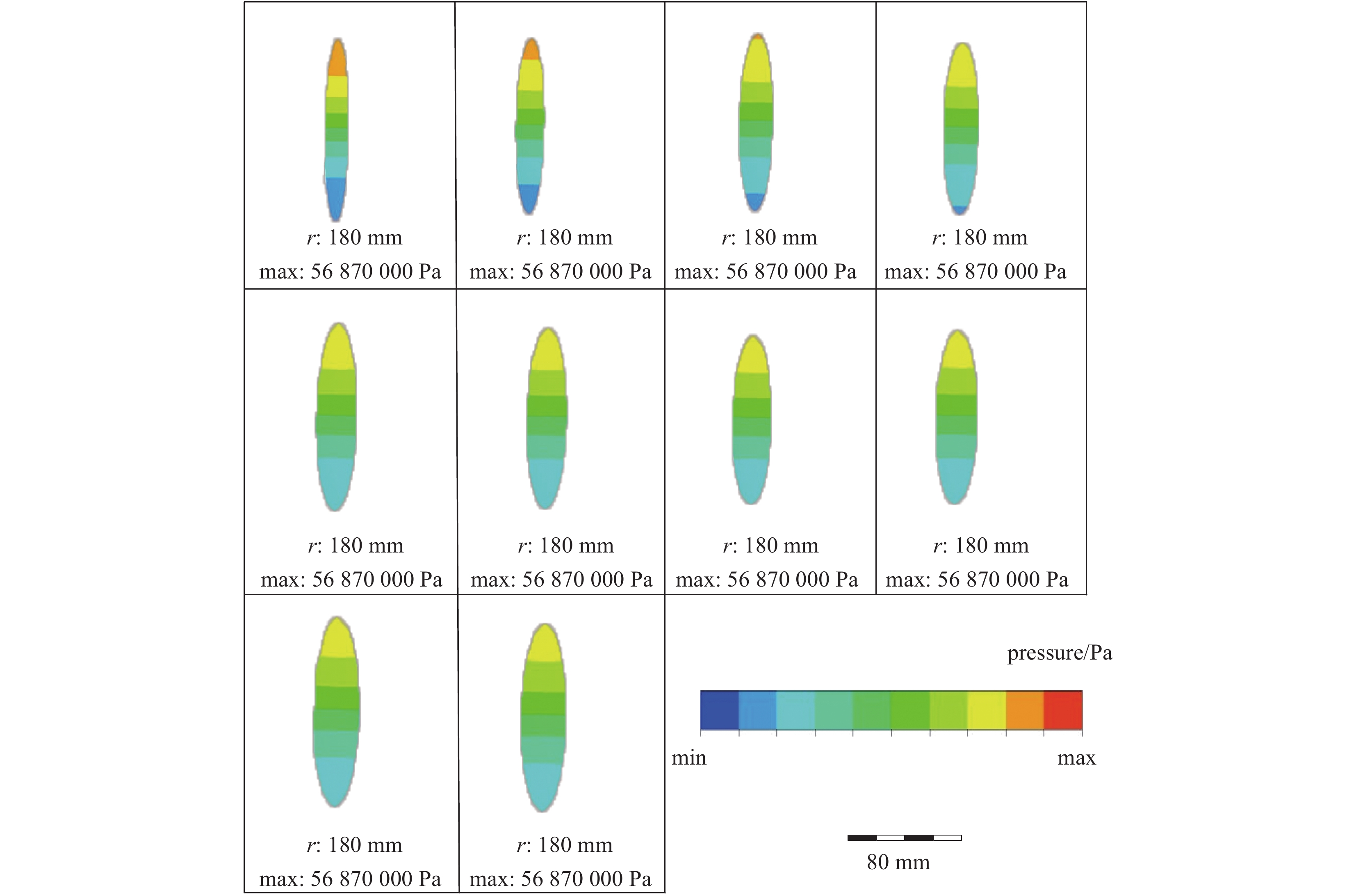
图 12 抛光区域为凹面时曲率大小180 mm至450 mm压力云图
Figure 12. Pressure cloud diagram with curvature of 180 mm to 450 mm when the polished area is concave

图 13 凹面抛光区域x轴上压力分布曲线图
Figure 13. Pressure distribution curve on the x-axis of the concave polished area
表 1 选用的磁流变抛光工艺参数
Table 1. Selected magnetorheological polishing process parameters
consistency index,
k/(sn−2/m)power law
indexyield stress
threshold ptemporary shear
rate/(1/s)flow coefficient
nribbon
thickness/mmribbon
width/mmpolishing wheel
speed v/(m/s)inlet and outlet
pressure/Pa59.01 0.7301 13861.84 100 0.3755 1.5 15 4.71 101000  下载: 导出CSV
下载: 导出CSV
表 2 不同形状抛光区域
Table 2. Polished areas of different shapes
No. immersion depth h/mm shape 1 1.0 concave 2 1.0 convex 3 1.0 plane
下载: 导出CSV
表 3 选取的抛光区域曲率大小参数
Table 3. Curvature parameters of the selected polishing area
No. immersion
depth h/mmconvex
curvature r/mmconcave
curvature r/mm1 1.0 80 180 2 1.0 120 210 3 1.0 160 240 4 1.0 200 270 5 1.0 240 300 6 1.0 280 330 7 1.0 320 360 8 1.0 360 390 9 1.0 400 420 10 1.0 440 450
下载: 导出CSV
表 4 不同形状抛光区域
Table 4. Polished areas of different shapes
No. immersion depth h/mm shape 1 1.0 concave 2 1.0 convex 3 1.0 plane
下载: 导出CSV
表 5 选取的抛光区域曲率大小参数
Table 5. Curvature parameters of the selected polishing area
No. immersion
depth h/mmconvex
curvature r/mmconcave
curvature r/mm1 1.0 80 180 2 1.0 120 210 3 1.0 160 240 4 1.0 200 270 5 1.0 240 300 6 1.0 280 330 7 1.0 320 360 8 1.0 360 390 9 1.0 400 420 10 1.0 440 450
下载: 导出CSV
-
[1] Awwal A, Bowers M, Wisoff J, et al. Status of NIF laser and high power laser research at LLNL[C]//SPIE Lase. 2017: 1008403. [2] 高伟, 魏齐龙, 李晓媛, 等. 磁流变抛光与磁流变液: 原理与研究现状[J]. 磁性材料及器件, 2015, 46(2):68-73. (Gao Wei, Wei Qilong, Li Xiaoyuan, et al. Magnetorheological polishing and magnetorheological fluids: principles and research status[J]. Magnetic Materials and Devices, 2015, 46(2): 68-73 doi: 10.3969/j.issn.1001-3830.2015.02.016 [3] Yin Yuehong, Zhang Yifan, Dai Yifan, et al. Novel magneto-rheological finishing process of KDP crystal by controlling fluid-crystal temperature difference to restrain deliquescence[J]. CIRP Annals, 2018, 67(1): 587-590. doi: 10.1016/j.cirp.2018.04.058 [4] Jain V K, Ranjan P, Suri V K, et al. Chemo-mechanical magneto-rheological finishing (CMMRF) of silicon for microelectronics applications[J]. CIRP Annals, 2010, 59(1): 323-328. doi: 10.1016/j.cirp.2010.03.106 [5] Khan D A, Alam Z, Jha S. Nanofinishing of copper using ball end magnetorheological finishing (BEMRF) process[C]//ASME International Mechanical Engineering Congress and Exposition. 2016. [6] 张峰, 余景池, 张学军, 等. 磁流变抛光技术[J]. 光学精密工程, 1999, 7(5):1-8. (Zhang Feng, Yu Jingchi, Zhang Xuejun, et al. Magnetorheological polishing technology[J]. Optics and Precision Engineering, 1999, 7(5): 1-8 doi: 10.3321/j.issn:1004-924X.1999.05.001 [7] 杨建国, 李中会, 李蓓智, 等. 精密磁流变抛光装置的设计与应用[J]. 机械设计与制造, 2010, 2010(9):60-62. (Yang Jianguo, Li Zhonghui, Li Beizhi, et al. Design and application of precision magnetorheological polishing device[J]. Machine Design and Manufacturing, 2010, 2010(9): 60-62 doi: 10.3969/j.issn.1001-3997.2010.09.026 [8] 成连民, 李蓓智, 杨建国, 等. 磁流变抛光工艺参数的研究[J]. 机械, 2009, 36(6):11-16. (Cheng Lianmin, Li Beizhi, Yang Jianguo, et al. Research on the process parameters of magnetorheological polishing[J]. Machinery, 2009, 36(6): 11-16 [9] 甄宗坤, 蔡东健. 基于面状几何基元的特征自动提取技术[J]. 水利与建筑工程学报, 2018, 16(2):147-151. (Zhen Zongkun, Cai Dongjian. Automatic feature extraction technology based on planar geometric primitives[J]. Journal of Water Resources and Architectural Engineering, 2018, 16(2): 147-151 doi: 10.3969/j.issn.1672-1144.2018.02.028 [10] 张云, 冯之敬, 赵广木. 磁流变抛光工具及其去除函数[J]. 清华大学学报(自然科学版), 2004, 2004(2):190-193. (Zhang Yun, Feng Zhijing, Zhao Guangmu. Magnetorheological polishing tool and its removal function[J]. Journal of Tsinghua University (Natural Science Edition), 2004, 2004(2): 190-193 doi: 10.3321/j.issn:1000-0054.2004.02.015 [11] 石峰, 戴一帆, 彭小强, 等. 磁流变抛光过程的材料去除三维模型[J]. 中国机械工程, 2009, 20(6):644-648. (Shi Feng, Dai Yifan, Peng Xiaoqiang, et al. Three-dimensional model of material removal in magnetorheological polishing process[J]. China Mechanical Engineering, 2009, 20(6): 644-648 doi: 10.3321/j.issn:1004-132X.2009.06.004 [12] Liu Jiabao, Li Xiaoyuan, Zhang Yunfei, et al. Predicting the material removal rate (MRR) in surface magnetorheological finishing (MRF) based on the synergistic effect of pressure and shear stress[J]. Applied Surface Science, 2020, 504: 144492. doi: 10.1016/j.apsusc.2019.144492 [13] Chen Mingjun, Liu Henan, Cheng Jian, et al. Model of the material removal function and an experimental study on a magnetorheological finishing process using a small ball-end permanent-magnet polishing head[J]. Applied Optics, 2017, 56(19): 5573-5582. doi: 10.1364/AO.56.005573 [14] 李耀明, 沈兴全, 王爱玲. 磁流变抛光技术的工艺试验[J]. 金刚石与磨料磨具工程, 2009, 2009(5):64-66. (Li Yaoming, Shen Xingquan, Wang Ailing. Process test of magnetorheological polishing technology[J]. Diamond and Abrasive Engineering, 2009, 2009(5): 64-66 doi: 10.3969/j.issn.1006-852X.2009.05.013 [15] 秦北志, 杨李茗, 朱日宏, 等. 光学元件精密加工中的磁流变抛光技术工艺参数[J]. 强激光与粒子束, 2013, 25(9):2281-2286. (Qin Beizhi, Yang Liming, Zhu Rihong, et al. Process parameters of magnetorheological polishing technology in precision machining of optical components[J]. High Power Laser and Particle Beam, 2013, 25(9): 2281-2286 doi: 10.3788/HPLPB20132509.2281 [16] 李发胜, 张平. 抛光用磁流变液的研究[J]. 功能材料, 2006(8):1187-1190. (Li Fasheng, Zhang Ping. Research on magnetorheological fluid for polishing[J]. Functional Materials, 2006(8): 1187-1190 doi: 10.3321/j.issn:1001-9731.2006.08.001 [17] 沙树静, 胡锦飞, 张和权. 磁流变抛光技术发展[J]. 机械工程师, 2018, 2018(7):5-8. (Sha Shujing, Hu Jinfei, Zhang Hequan. Development of magnetorheological polishing technology[J]. Mechanical Engineer, 2018, 2018(7): 5-8 doi: 10.3969/j.issn.1002-2333.2018.07.002 期刊类型引用(1)
1. 杨航,顾建华,黄文,何建国. 抛光缎带二次型断面对压力场创成影响机制的交叉实验研究. 制造技术与机床. 2022(06): 18-24 .  百度学术
百度学术其他类型引用(1)
-

 下载:
下载:


 点击查看大图
点击查看大图
计量
- 文章访问数: 840
- HTML全文浏览量: 336
- PDF下载量: 24
- 被引次数: 2
