

High-precision measurement technique of isoplanatic angle
-
摘要: 等晕角是重要大气光学参数之一,对天文光学站址选择、大气湍流效应自适应光学校正效果评价等有着重要的意义。分析了国内外等晕角测量技术,介绍了等晕角测量的基本原理,设计了三环变迹镜并开展了数值验证,分析并提出了高精度等晕角测量仪的主要技术指标,研制了一套高精度等晕角测量仪,结果表明,该仪器能够满足全天时的等晕角测量。Abstract: Isoplanatic angle is an important parameter in atmospheric optics field, and it is important for astronomical site optics selection, and evaluation of adaptive compensation for effects of atmospheric turbulence. Past measurement techniques of isoplanatic angle in the world is analyzed, and fundamental measurement principle of isoplanatic angle is introduced. A three annuli mirror was designed and its usability and precision has been verified. Primary specifications was put forward and a prototype has been developed for high precision measurement of isoplanatic angles. The results show that the prototype an measure isoplanatic angle day and night.
-
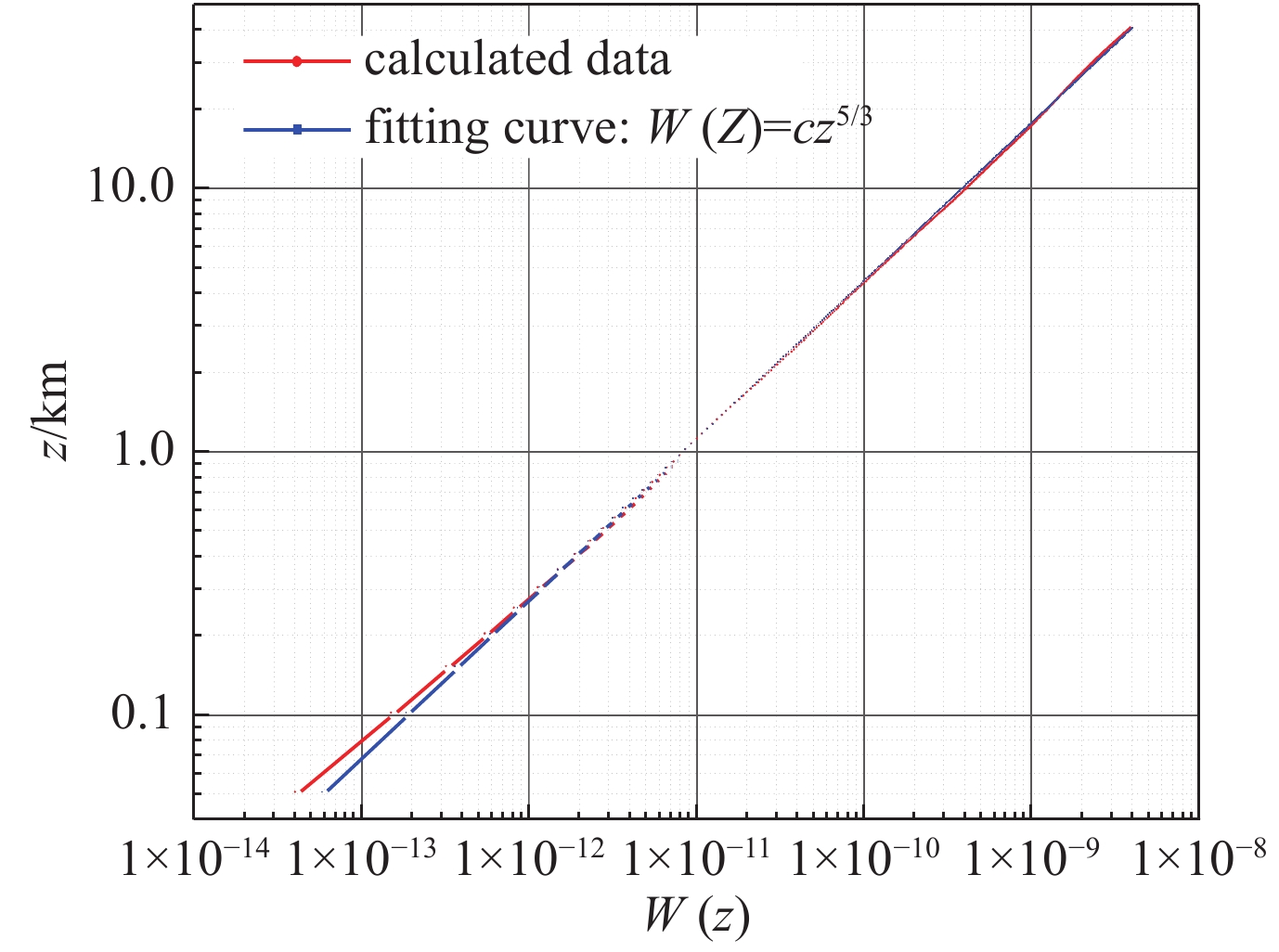
图 2 W(z)的计算值及其拟合曲线比较
Figure 2. Calculated value of W(z) compared with its fitting curve
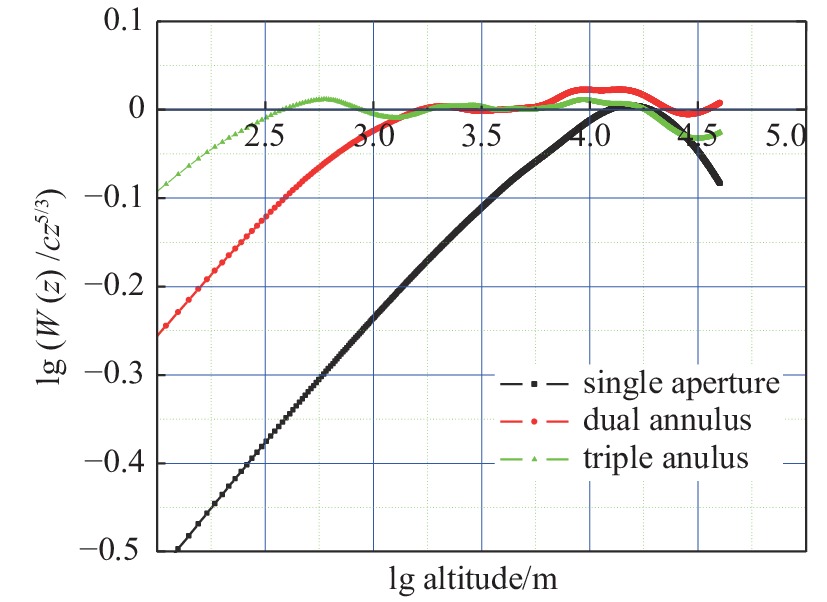
图 3 三种变迹镜加权函数与W(z)=cz5/3的一致性对比
Figure 3. Weighting function of three kinds of apodizing masks compared with W(z)=cz5/3
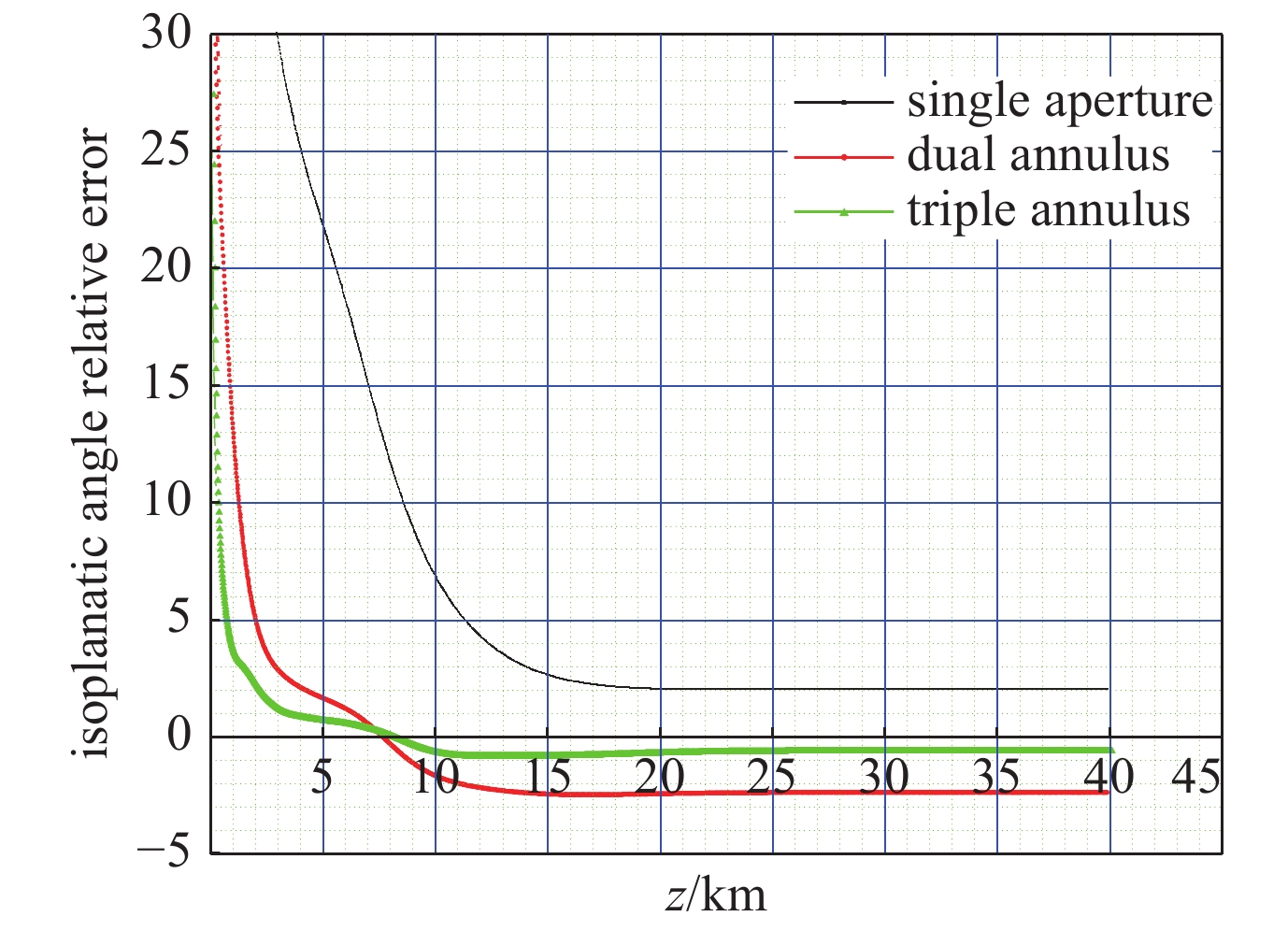
图 4 三种变迹镜的等晕角相对误差对比
Figure 4. Comparison of relative error of three kinds of apodizing masks
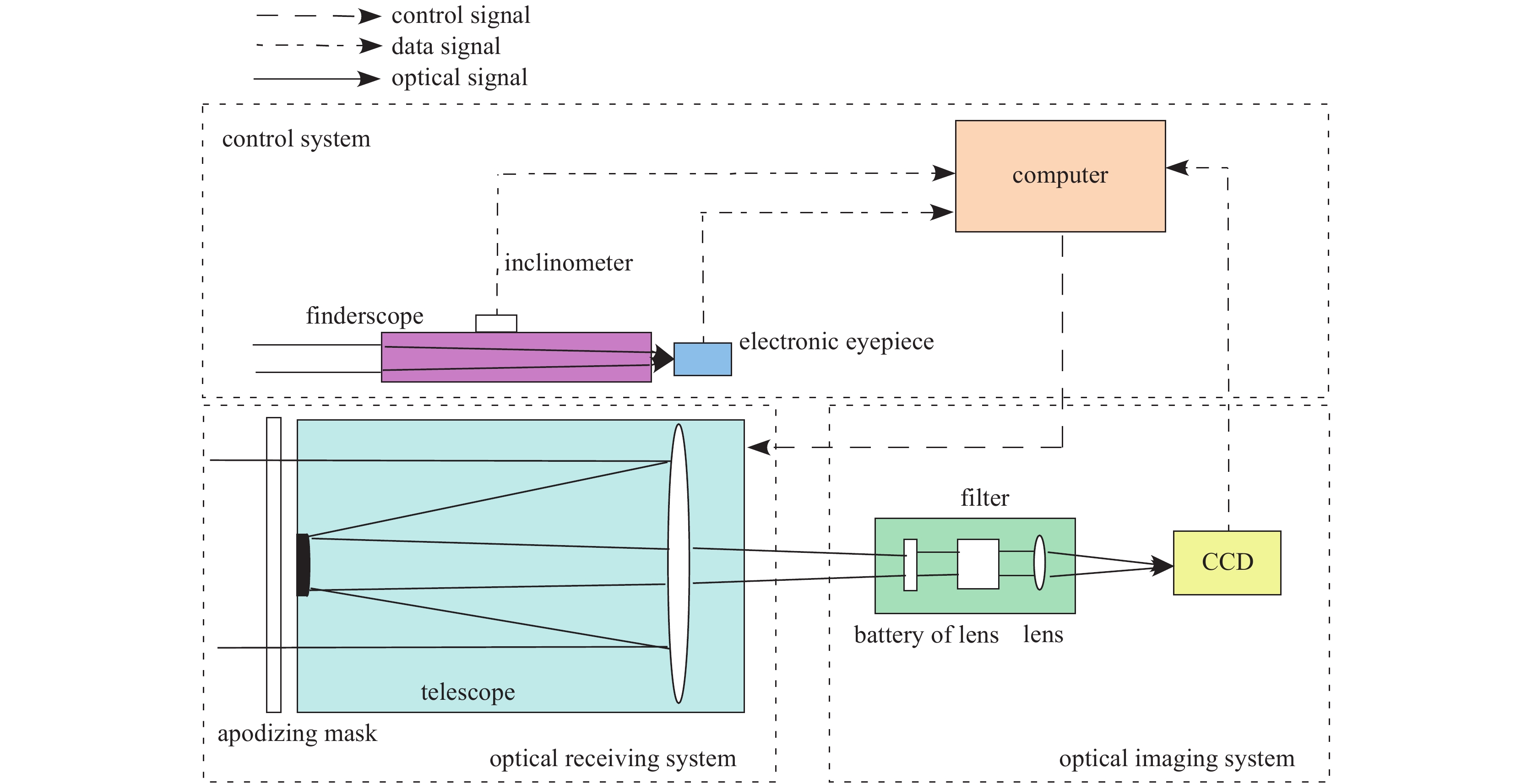
图 6 高精度等晕角测量仪组成及布局
Figure 6. Composition and layout of high-precision measurement technique of isoplanatic angle
表 1 变迹镜结构尺寸
Table 1. Size of tri-annuli apodizing mask
type of apodizing mask radius /mm center block 35.560 telescope 101.60 inside/outside radius of inner transmittance ring 37.3888/43.8404 inside/outside radius of middle transmittance ring 62.8904/69.2404 inside/outside radius of outer transmittance ring 81.9404/101.6000  下载: 导出CSV
下载: 导出CSV
表 2 变迹镜结构尺寸
Table 2. The size of apodizing mask
design procedures of
apodizing maskfit coefficient c of
weighting functiontransmittance area A
of the ring /m2inside/outside radius of middle
transmittance ring/mmsingle aperture 1.209×10−16 0.0095 radius 55.00 dual ring 1.551×10−16 0.0205 inside/outside radius of inner transmittance ring 37.50/50.00 inside/outside radius of outer transmittance ring 70.00/101.6
下载: 导出CSV
表 3 高精度等晕角测量仪的主要技术指标
Table 3. Key specifications of the high-precision isoplanometer
key specifications design value dynamic range 3~30 μrad(λ=500 nm) wave length 600~1000 nm sample frequency ≥300 Hz single sample size ≥600 sampling precision 12 bit variation range of zenith angle 5°~45° variation range of azimuth 0°~360°
下载: 导出CSV
-
[1] Fried D L. Limiting resolution looking down through the atmosphere[J]. Journal of the Optical Society of America, 1966, 56(10): 1380-1384. doi: 10.1364/JOSA.56.001380 [2] Loos G C, Hogge C B. Turbulence of the upper atmosphere and isoplanatism[J]. Applied Optics, 1979, 18(15): 2654-2661. doi: 10.1364/AO.18.002654 [3] Walters D L. Propagation through atmospheric turbulence[M]//High Energy Laser Propagation Handbook, Chapter 5. Ann Arbor: Optimetrics Inc., 1983. [4] Stevens K B. Remote measurement of the atmospheric isoplanatic angle and determination of refractive turbulence profiles by direct inversion of the scintillation amplitude covariance function with Tikhonov regularization[D]. Monterey: Monterey Naval Postgraduate School, 1985. [5] Eaton F D, Peterson W A, Hines J R, et al. Isoplanatic angle direct measurements and associated atmospheric conditions[J]. Applied Optics, 1985, 24(19): 3264-3273. doi: 10.1364/AO.24.003264 [6] Walters D L, Bradford L W. Measurements of r0 and θ0: two decades and 18 sites[J]. Applied Optics, 1997, 36(30): 7876-7886. doi: 10.1364/AO.36.007876 [7] 杨高潮, 刘晓春, 范承玉, 等. 大气相干长度与等晕角的测量[J]. 强激光与粒子束, 1994, 6(2):215-220. (Yang Gaochao, Liu Xiaochun, Fan Chengyu, et al. Measurement of atmospheric coherence length and isoplanatic angle[J]. High Power Laser and Particle Beams, 1994, 6(2): 215-220 [8] 中国人民解放军63655部队. 一种双环变迹镜及其制备方法和其测量等晕角的方法: 201310277603.1[P]. 2016-03-23.No. 63655 Troops of the Chinese People S Liberation Army. Dual-ring apodization lens, manufacturing method thereof and method for measuring isoplanatic angle through dual-ring apodization lens: 201310277603.1[P]. 2016-03-23). [9] 中国人民解放军63655部队. 一种基于三环变迹镜的等晕角测量系统及方法: 201310277560.7[P]. 2016-01-06.No. 63655 Troops of the Chinese People's Liberation Army. Three-ring apodization filter based system and method used for measuring isoplanatic angles: 201310277560.7[P]. 2016-01-06). [10] Tyson R K. Principles of adaptive optics[M]. 4th ed. Boca Raton: CRC Press, 2016. [11] Tyson R K. Introduction to adaptive optics[M]. Bellingham: SPIE Press, 2000. -

 点击查看大图
点击查看大图

计量
- 文章访问数: 1218
- HTML全文浏览量: 400
- PDF下载量: 73
- 被引次数: 0
