

Study of multi-gap resonant cavity for Ka-band extended interaction klystron
-
摘要: 谐振腔作为速调管的高频互作用电路,其特性对速调管的功率、效率、增益和带宽等性能具有决定性影响。主要介绍了某Ka波段分布作用速调管谐振腔的设计过程:基于多间隙谐振腔理论,利用电磁仿真软件CST详细分析了谐振腔不同结构尺寸对特性参数,如品质因子、特性阻抗、耦合系数、有效特性阻抗的影响,优化得到谐振频率为35 GHz的五间隙谐振腔的物理结构模型,并给出互作用仿真结果,为Ka波段分布作用速调管设计及其高频注波互作用的计算提供重要的参考和依据。Abstract: As a high-frequency interaction circuit of the klystron, the characteristics of the resonator have a decisive influence on the power, efficiency, gain and bandwidth of the klystron. This paper mainly introduces the design process and analysis of a Ka-band extended interaction klystron resonant cavity. Based on the multi-gap resonant cavity theory, the electromagnetic simulation software CST is used to analyze the influence of different structural dimensions of the resonant cavity on its characteristic parameters, such as quality factor, characteristic impedance, coupling coefficient and effective characteristic impedance. The physical structure model of the five-gap resonant cavity with a resonant frequency of 35 GHz is optimized, and the interaction simulation results are given, which provides an important reference and basis for the design of Ka-band distributed-action klystron and the calculation of high-frequency beam-wave interaction.
-
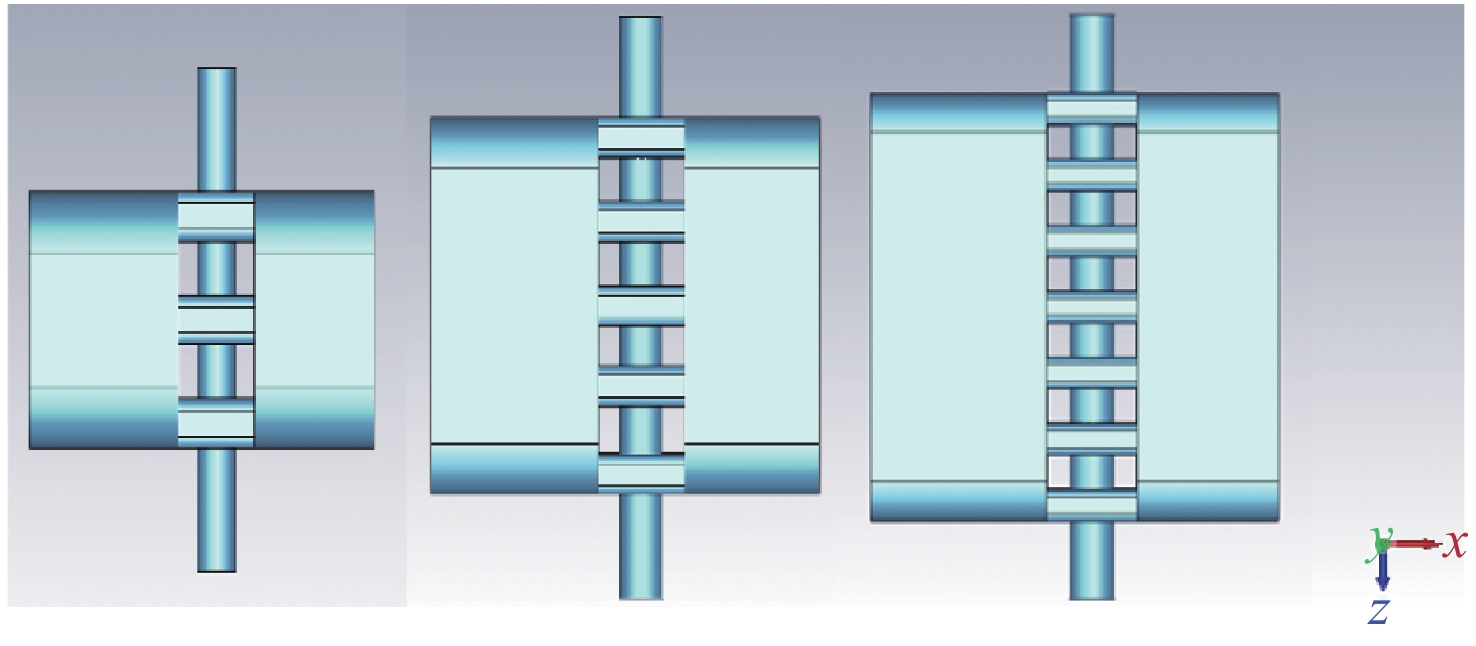
图 4 三、五、七间隙谐振腔结构示意图
Figure 4. Structure of three-gap, five-gap, seven-gap of resonant cavity

图 5 不同间隙数的π模下的电场分布图
Figure 5. Electric field distribution of π-mode with different gap numbers

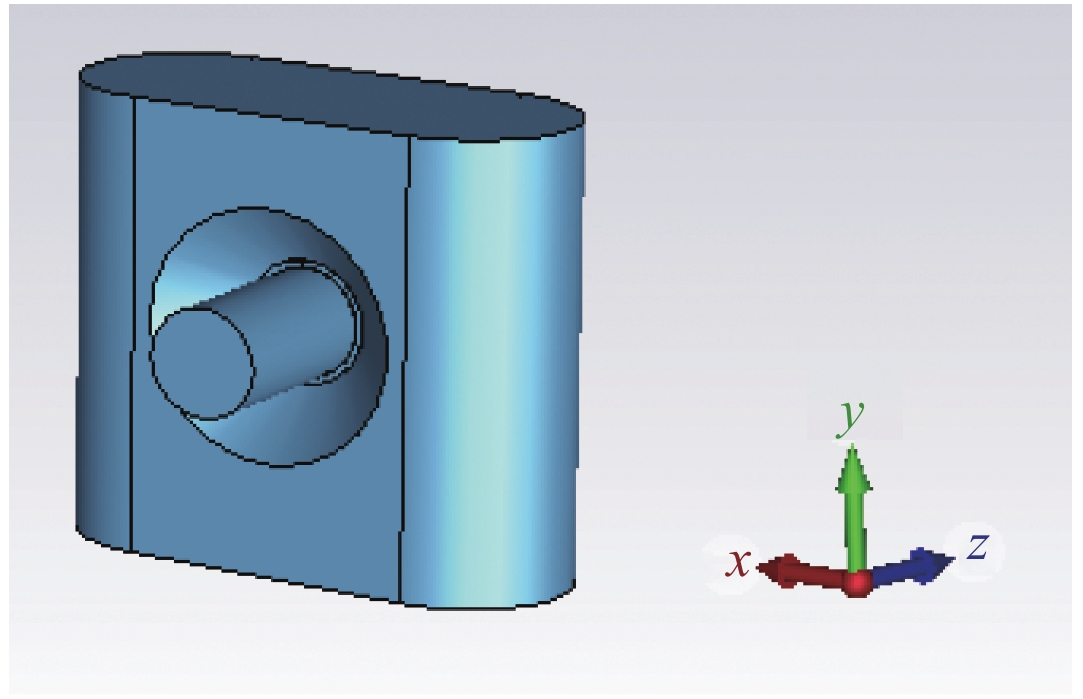
图 7 五间隙谐振腔PIC模型示意图
Figure 7. Schematic diagram of PIC model of five-gap resonant cavity

图 8 三间隙,五间隙和七间隙输出信号时域波形图
Figure 8. Time-domain waveform of three-gap,five-gap,seven-gap output signal
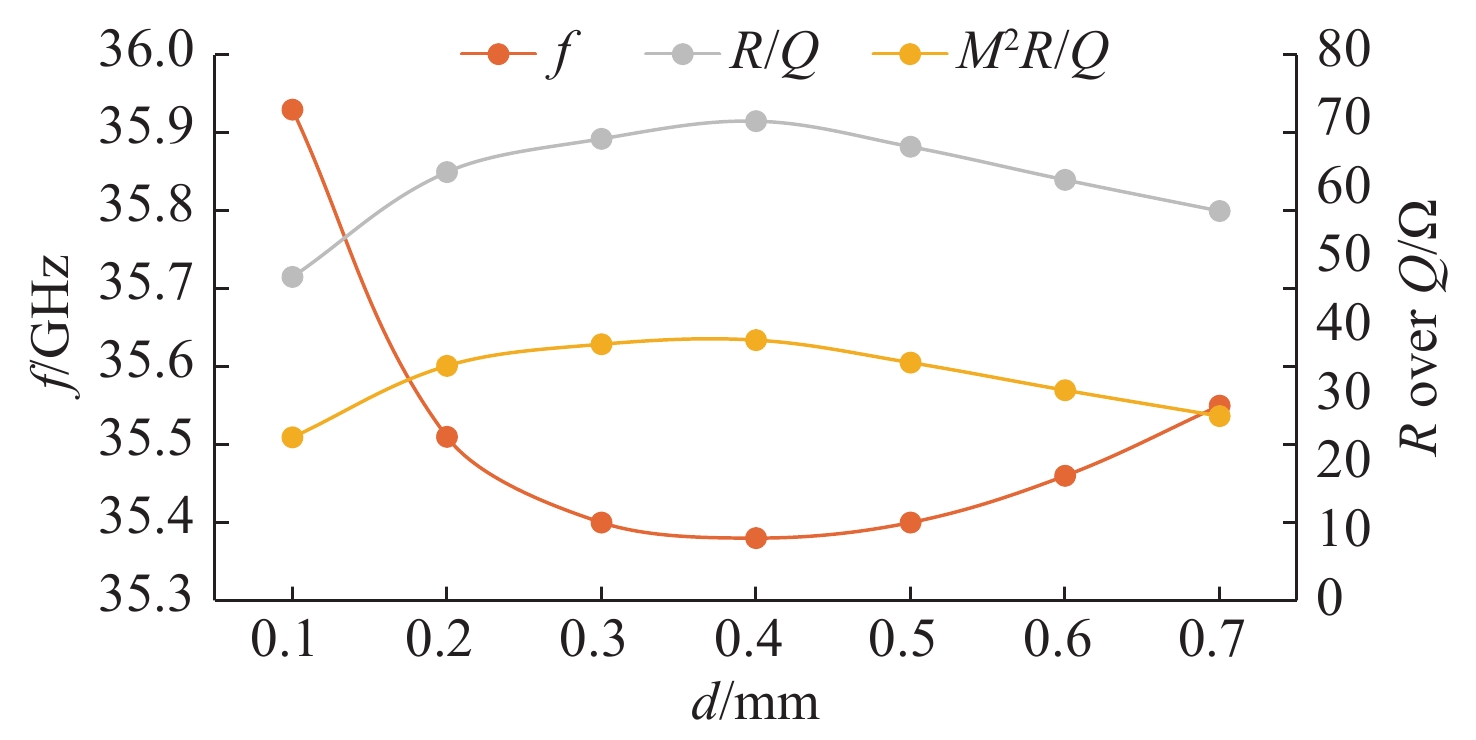
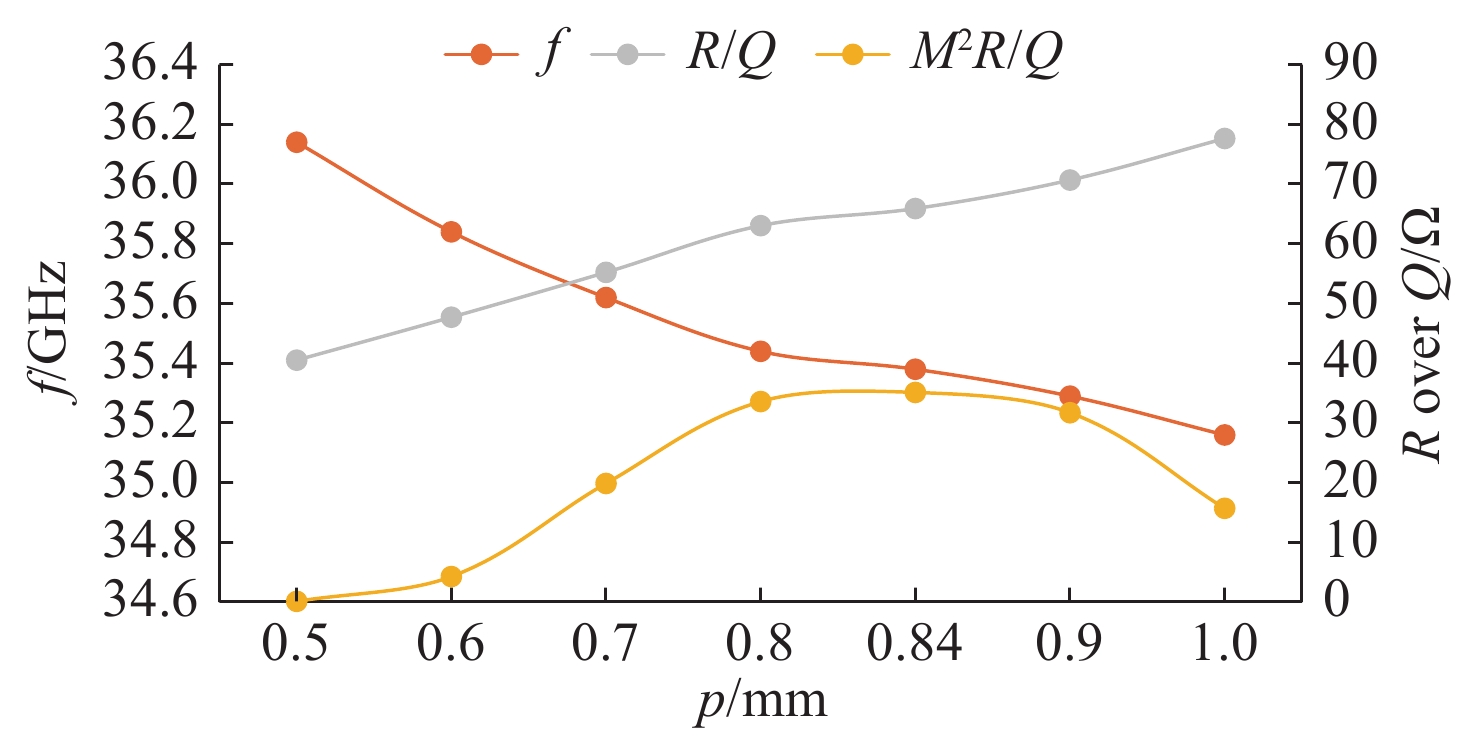
图 10 特性参数随间隙距离d的变化图
Figure 10. Variation of characteristic parameters with gap distance
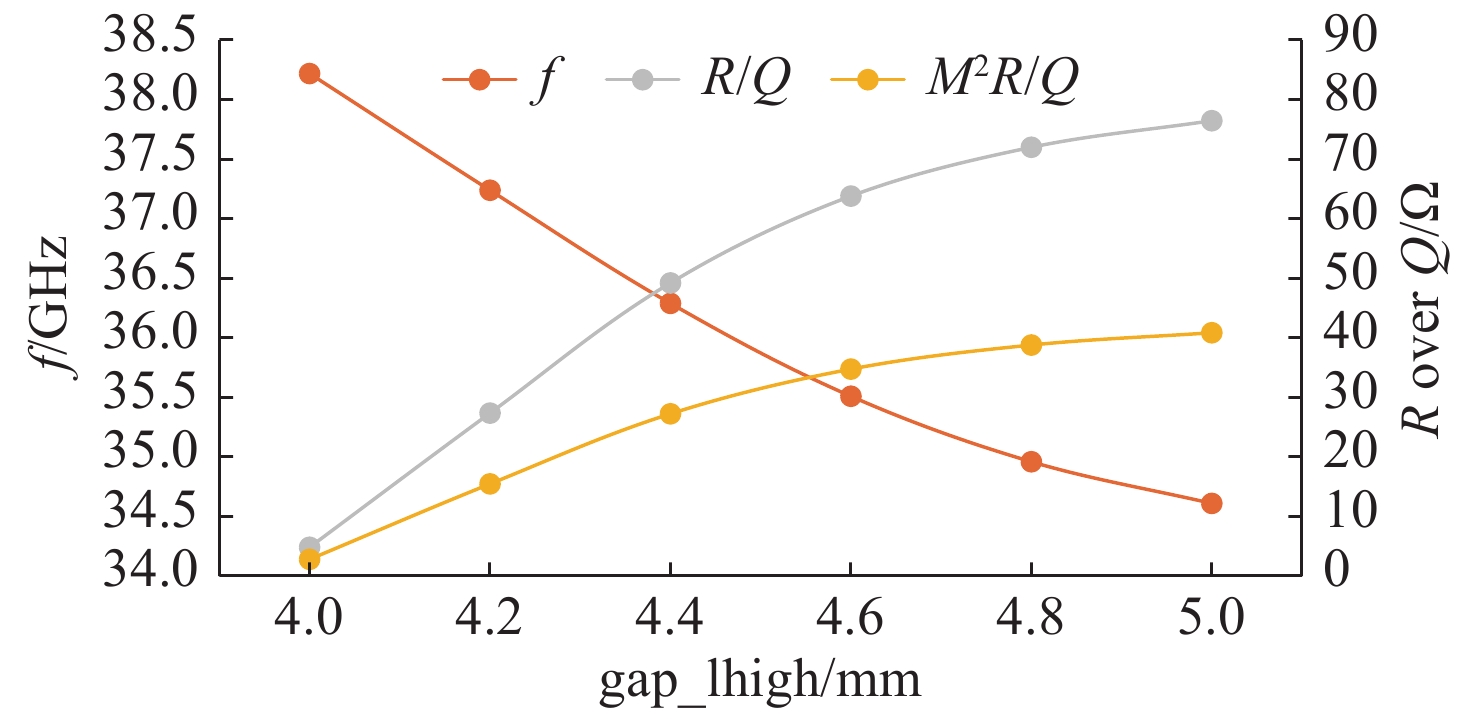
图 13 特性参数随长槽高度的变化图
Figure 13. Variation of characteristic parameters with height of long groove
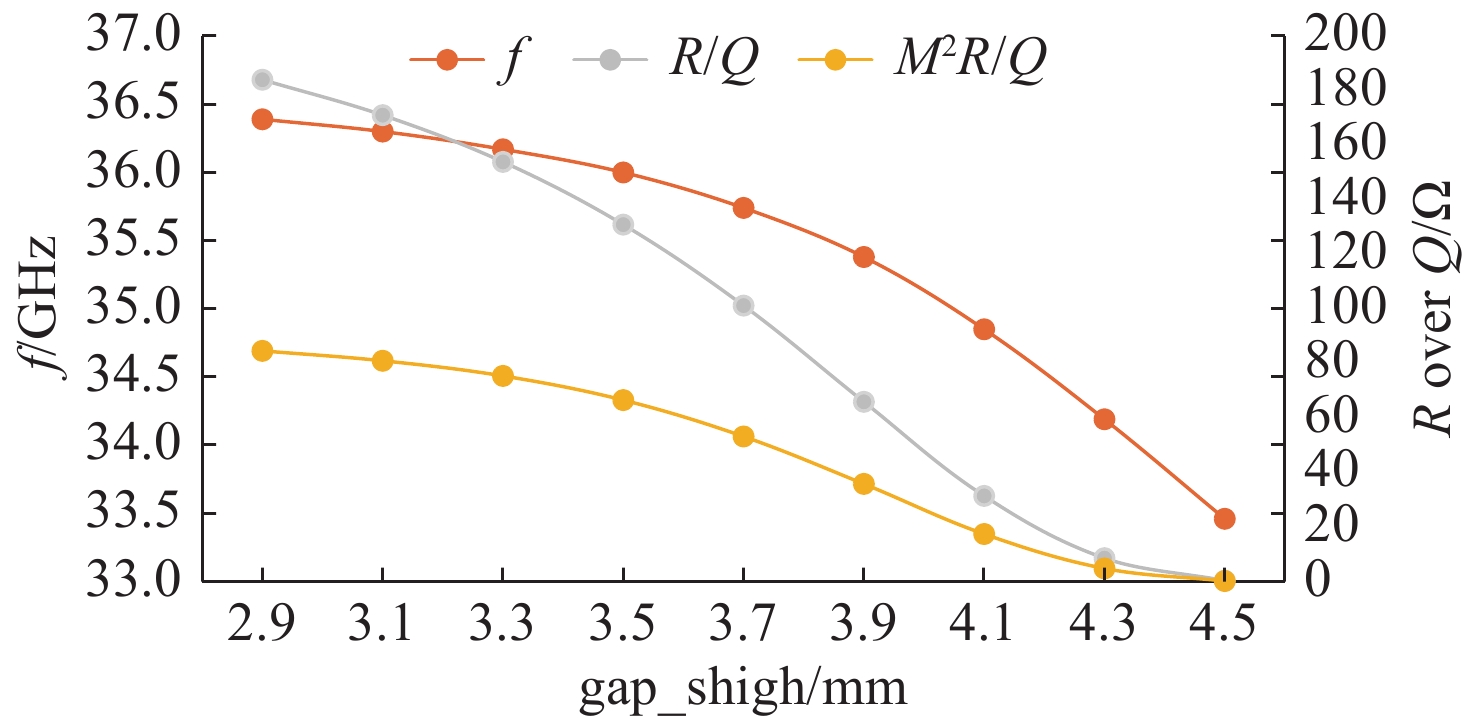
图 14 特性参数随短槽高度的变化图
Figure 14. Variation of characteristic parameters with height of short groove
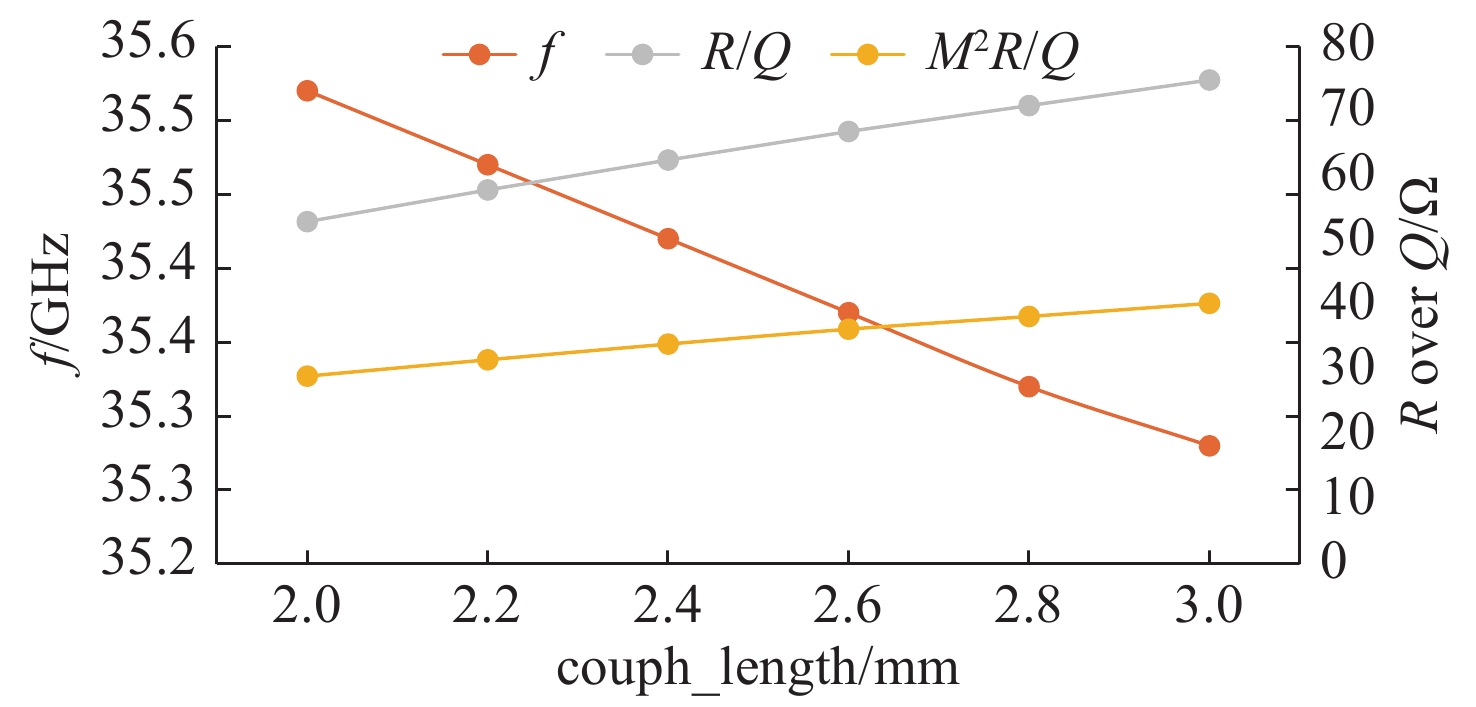
图 15 特性参数随耦合腔长度的变化图
Figure 15. Variation of characteristic parameters with coupling cavity length
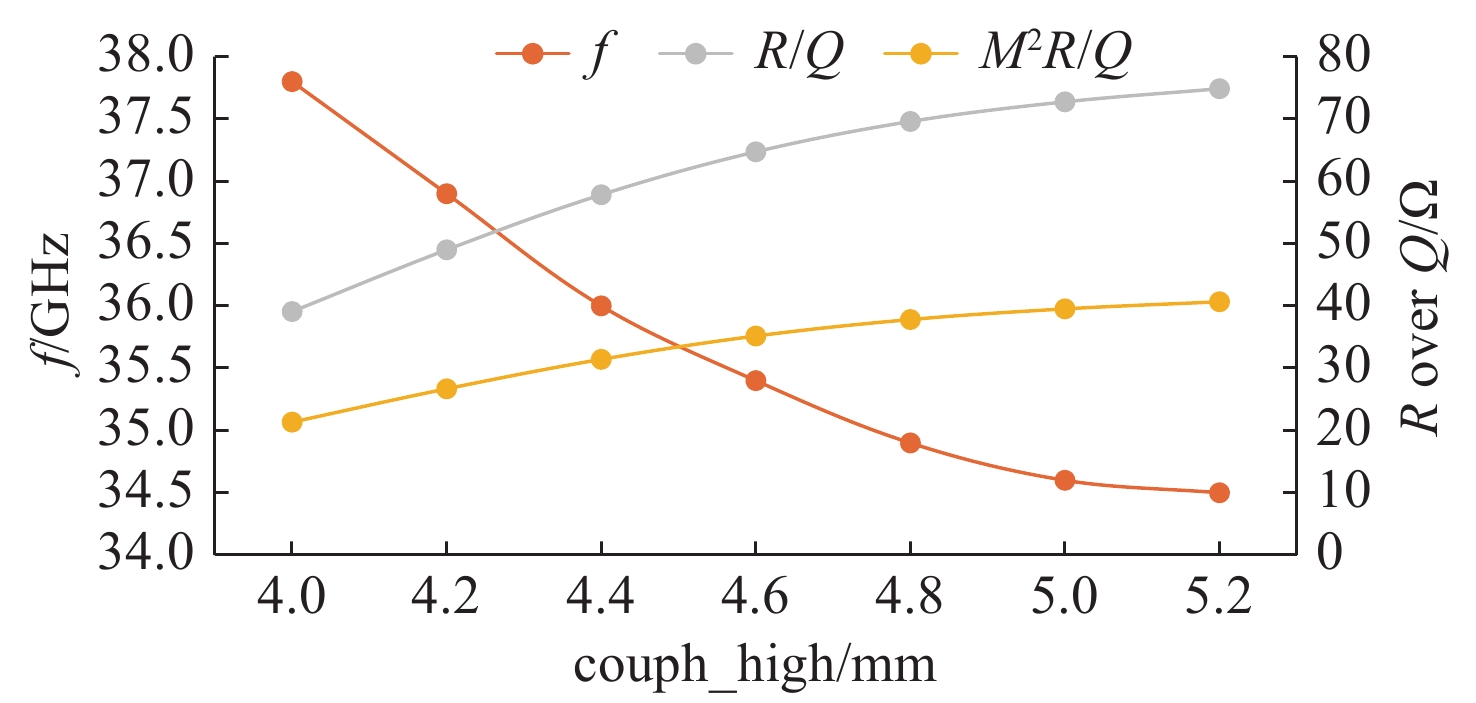
图 16 特性参数随耦合腔高度的变化图
Figure 16. Variation of characteristic parameters with coupling cavity height
表 1 谐振频率35 GHz的五间隙谐振腔的初始参数
Table 1. Initial parameters of a five-gap resonant cavity with a resonant frequency of 35 GHz
(mm) d p gap_length gap_lhigh gap_shigh coup_width coupL_high, coupR_high coupL_length, coupR_length 0.4 0.84 1.4 4.6 3.9 3.76 4.6 2.5  下载: 导出CSV
下载: 导出CSV
表 2 不同间隙数的谐振腔性能参数对比表
Table 2. Comparison of performance parameters of resonant cavity with different gap numbers
M R/Q M2R/Q number of patterns 3-gap 0.713 40.241 20.45 5 5-gap 0.730 65.900 35.11 9 7-gap 0.747 90.560 50.55 13
下载: 导出CSV
表 3 谐振频率35 GHz的五间隙谐振腔的参数
Table 3. Structural parameters of the five-gap resonant cavity at the frequency of 35 GHz
(mm) d p gap_length gap_lhigh gap_shigh coup_width coupL_high, coupR_high coupL_length, coupR_length 0.4 0.84 1.6 4.8 4.1 3.76 4.8 2.8
下载: 导出CSV
-
[1] Chodorow M, Wessel-Berg T. A high-efficiency klystron with distributed interaction[J]. IRE Transactions on Electron Devices, 1961, 8(1): 44-55. doi: 10.1109/T-ED.1961.14708 [2] 丁耀根. 大功率速调管的理论与计算模拟[M]. 北京: 国防工业出版社, 2008Ding Yaogen. Theory and computer simulation of high power klystron[M]. Beijing: National Defense Industry Press, 2008 [3] Berry D, Deng H, Dobbs R, et al. Practical aspects of EIK technology[J]. IEEE Transactions on Electron Devices, 2014, 61(6): 1830-1835. doi: 10.1109/TED.2014.2302741 [4] Roitman A, Viant M, Nilsen C, et al. On-orbit performance of the CloudSat EIK and future space missions[C]//2007 IEEE International Vacuum Electronics Conference. 2007: 1-2. [5] Feng Haiping, Sun Fujiang, Li Dongfeng. Development of Ka-band extended-interaction klystron[C]//2019 International Vacuum Electronics Conference (IVEC). 2019: 1-2. [6] Wei Ying, Li Dongfeng, Zhou Jun, et al. A high power W-band extended interaction klystron[C]//2019 International Vacuum Electronics Conference (IVEC). 2019: 1-2. [7] Ding Haibing, Li Weisong, Lu Dengfeng, et al. Development progress of high power continuous wave klystrons[C]//2020 Cross Strait Radio Science and Wireless Technology Conference. Fuzhou, China: IEEE, 2020: 1-2. [8] 王柳亚, 丁海兵. Ka波段分布作用速调管降压收集极设计[J]. 强激光与粒子束, 2020, 32:083001. (Wang Liuya, Ding Haibing. Design of depressed collector for Ka-band extended interaction klystron[J]. High Power Laser and Particle Beams, 2020, 32: 083001 [9] Ding Haibing, Ding Yaogen, Sun Xiaoxin, et al. Design of X-band 80kW CW broadband klystron[C]//2015 IEEE International Vacuum Electronics Conference. Beijing, China: IEEE, 2015: 1-2. [10] 吴振华, 张开春, 刘盛纲. 扩展互作用谐振腔的模拟分析[J]. 强激光与粒子束, 2007, 19(3):483-486. (Wu Zhenhua, Zhang Kaichun, Liu Shenggang. Simulation of extended interaction oscillator[J]. High Power Laser and Particle Beams, 2007, 19(3): 483-486 [11] Song Yihao, Ding Haibing, Tang Ke, et al. Design of a RF interaction system for a Ka-band EIK[C]//2019 IEEE International Vacuum Electronics Conference. 2019: 1-2. [12] 丁耀根. 大功率速调管的设计制造和应用[M]. 北京: 国防工业出版社, 2010Ding Yaogen. Design, manufacture and application of high power klystron[M]. Beijing: National Defense Industry Press, 2010 [13] 任绪迅. 毫米波带状注扩展互作用器件高频系统研究[D]. 成都: 电子科技大学, 2017Ren Xuxun. Study of sheet beam extended interaction resonate in millimeter wave band[D]. Chengdu: University of Electronic Science and Technology, 2017 [14] 张长青, 阮存军, 王树忠, 等. 梯形结构高功率扩展互作用速调管[J]. 红外与毫米波学报, 2015, 34(3):307-313. (Zhang Changqing, Ruan Cunjun, Wang Shuzhong, et al. High-power extended-interaction klystron with ladder-type structure[J]. Journal of Infrared and Millimeter Waves, 2015, 34(3): 307-313 doi: 10.11972/j.issn.1001-9014.2015.03.010 [15] 陈姝媛, 阮存军, 阮望, 等. W波段带状注速调管多间隙腔高频结构及其特性[J]. 红外与毫米波学报, 2012, 31(4):360-366. (Chen Shuyuan, Ruan Cunjun, Ruan Wang, et al. RF structure and the cavity characteristics of W-band sheet beam klystron[J]. Journal of Infrared and Millimeter Waves, 2012, 31(4): 360-366 doi: 10.3724/SP.J.1010.2012.00360 -


 点击查看大图
点击查看大图
计量
- 文章访问数: 1152
- HTML全文浏览量: 377
- PDF下载量: 74
- 被引次数: 0
