

Application and quantitative verification of JMCT in engineering design of improved Chinese pressurized reactor CPR1000
-
摘要: CPR1000系列反应堆是目前国内广泛应用的第二代压水堆型号之一,蒙特卡罗程序在CPR1000系列反应堆的验证与确认是该程序实现反应堆工程设计应用的关键环节。基于某CPR1000机组实际参数,使用由国内单位研发的蒙特卡罗程序JMCT在该机组开展了粒子输运建模计算,分别进行了临界计算和固定源计算,并进行了验证与确认。对于临界计算,采用JMCT建立了全堆芯pin-by-pin模型,计算了堆芯有效增殖因子和功率分布。对于固定源计算,建立适用于屏蔽分析的反应堆模型和辐照监督管精细结构模型,计算了两个核电机组多个循环的辐照监督管探测器位置累积快中子注量。通过将JMCT的计算结果与参考程序的计算结果、反应堆实际测量值进行了对比,验证了JMCT程序在CPR1000反应堆工程设计中的实际使用效果,证明了JMCT程序具备工程级的计算精度。Abstract: The improved Chinese pressurized reactor CPR1000 is one of the widely used second-generation pressurized water reactor in China. Quantitative verification of the Monte Carlo code in CPR1000 series reactors is a key step to demonstrate its ability in engineering design. Based on the actual parameters of a CPR1000 unit, the JMCT Monte Carlo code was used to perform particle transport modeling and calculations. Critical calculations and fixed-source calculations were performed, then the verification and validation were conducted. For critical calculations, a full core pin-by-pin model was established using JMCT to calculate the effective multiplication factor and power distribution of the core. For fixed source calculations, a reactor model for shielding analysis and a detailed structural model of irradiation surveillance capsules (ISC) were established. Based on the neutronic parameters of multiple refueling cycles, simulation was performed to calculate the cumulative fast neutron fluence for two ISC extracted from two nuclear power plants. By comparing the calculation of JMCT with the reference code and measurement, the simulation ability of JMCT code in CPR1000 reactor was demonstrated, and it was proven that the calculation accuracy of JMCT code is of engineering-level.
-
图 3 反应堆固定源计算模型与辐照监督管探测器位置示意图
Figure 3. Fixed-source calculation model and the position of detectors of ISC
图 5 压力容器内表面周向中子注量
Figure 5. Peripheral neutron fluence distribution of RPV’s inner surface
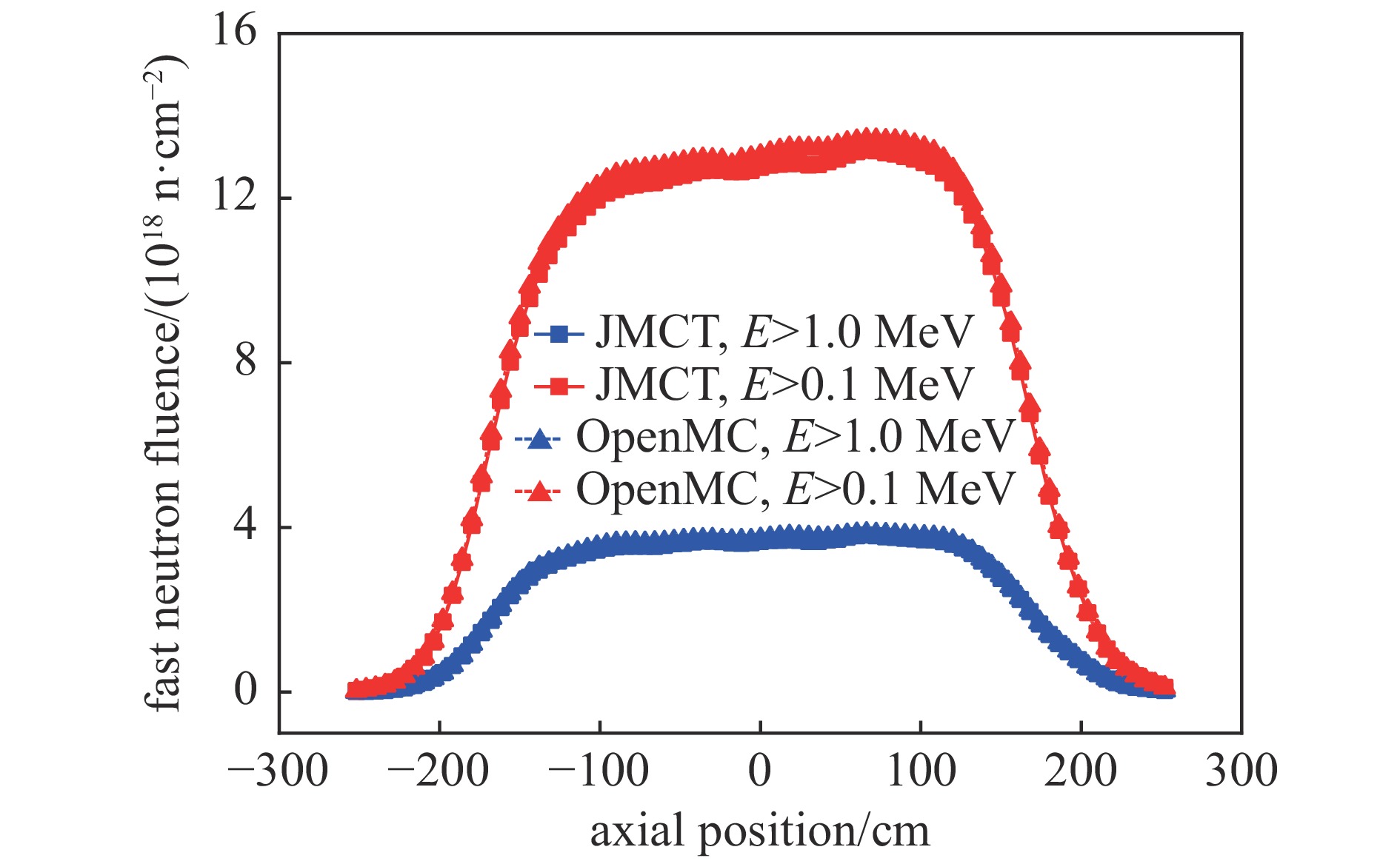
图 6 压力容器1/4壁厚轴向中子注量
Figure 6. Axial neutron fluence distribution in the quarter thickness of RPV
表 1 有效增殖因子计算结果
Table 1. Calculation of effective multiplication factor
code keff statistic error/10−6 relative difference of
two codes/%relative difference of code
and measurement/%JMCT 1.001995 8.1 0.11 0.20 OpenMC 1.000900 7.5 0.09  下载: 导出CSV
下载: 导出CSV
表 2 辐照监督管的快中子注量对比
Table 2. Comparison of fast neutron fluence in ISC
ISC detector E/MeV uncertainty of
measurement/%relative difference of calculation
and measurement/%1 H > 1.0 2.9 6.4 > 0.1 2.6 M > 1.0 2.1 6.1 > 0.1 3.3 L > 1.0 2.9 7.8 > 0.1 7.1 2 H > 1.0 2.9 3.4 > 0.1 8.9 M > 1.0 2.3 5.8 > 0.1 3.0 L > 1.0 3.7 6.7 > 0.1 9.7
下载: 导出CSV
-
[1] Briesmeister J F. MCNP—A general Monte Carlo n-particle transport code, version 4 A[R]. LA-12625, 1993. [2] Romano P K, Forget B. The OpenMC Monte Carlo particle transport code[J]. Annals of Nuclear Energy, 2013, 51: 274-281. doi: 10.1016/j.anucene.2012.06.040 [3] Brun E, Damian F, Diop C M, et al. TRIPOLI-4®, CEA, EDF and AREVA reference Monte Carlo code[J]. Annals of Nuclear Energy, 2015, 82: 151-160. doi: 10.1016/j.anucene.2014.07.053 [4] Nagaya Y, Okumura K, Mori T. Recent developments of JAEA’s Monte Carlo code MVP for reactor physics applications[J]. Annals of Nuclear Energy, 2015, 82: 85-89. doi: 10.1016/j.anucene.2014.09.037 [5] Wu Yican, Song Jing, Zheng Huaqing, et al. CAD-based Monte Carlo program for integrated simulation of nuclear system SuperMC[J]. Annals of Nuclear Energy, 2015, 82: 161-168. doi: 10.1016/j.anucene.2014.08.058 [6] Li Zeguang , Wang Kan, She Ding, et al. Monte Carlo code for reactor analysis—RMC2.0[J]. Nuclear Power Engineering, 2010, 31(S2): 43-47. [7] Deng Li, Li Gang, Zhang Baoyin, et al. A high fidelity general purpose 3-D Monte Carlo particle transport program JMCT3.0[J]. Nuclear Science and Techniques, 2022, 33(8): 177-194. [8] 邓力, 李刚, 张宝印, 等. JMCT蒙特卡罗中子-光子输运程序全堆芯pin-by-pin模型的模拟[J]. 原子能科学技术, 2014, 48(6):1061-1066Deng Li, Li Gang, Zhang Baoyin, et al. Simulation of full-core pin-by-pin model by JMCT Monte Carlo neutron-photon transport code[J]. Atomic Energy Science and Technology, 2014, 48(6): 1061-1066 [9] 邓力, 李瑞, 丁谦学, 等. 基于JMCT秦山核电厂一期反应堆屏蔽计算与分析[J]. 核动力工程, 2021, 42(2):173-179Deng Li, Li Rui, Ding Qianxue, et al. Qinshan-I reactor shielding simulation and sensitivity analysis based on JMCT Monte Carlo code[J]. Nuclear Power Engineering, 2021, 42(2): 173-179 [10] 李刚, 邓力, 张宝印, 等. BEAVRS基准模型热零功率状态的JMCT分析[J]. 物理学报, 2016, 65:052801 doi: 10.7498/aps.65.052801Li Gang, Deng Li, Zhang Baoyin, et al. JMCT Monte Carlo analysis of BEAVRS benchmark: hot zero power results[J]. Acta Physica Sinica, 2016, 65: 052801 doi: 10.7498/aps.65.052801 [11] 刘雄国, 邓力, 胡泽华, 等. 基于VENUS-Ⅲ国际基准模型的JMCT程序验证[J]. 计算物理, 2016, 33(5):570-580Liu Xiongguo, Deng Li, Hu Zehua, et al. Simulation of VENUS-Ⅲ benchmark experiment by JMCT Monte Carlo code[J]. Chinese Journal of Computational Physics, 2016, 33(5): 570-580 [12] 濮继龙. 中国改进型压水堆核电技术——CPR1000的形成[J]. 中国工程科学, 2008, 10(3):54-57Pu Jilong. The formation of the improved Chinese pressurized water reactor technology—CPR1000[J]. Engineering Sciences, 2008, 10(3): 54-57 [13] 中华人民共和国国家核安全局年报[R]. 2022Annual report of the National Nuclear Security Administration of the People's Republic of China[R]. 2022 [14] 王奇. "华龙一号"压水堆冷却剂活化腐蚀产物源项分析[J]. 核科学与工程, 2022, 42(5):1125-1132Wang Qi. Determination of activated corrosion products source term in the primary coolant in HPR1000 reactor[J]. Nuclear Science and Engineering, 2022, 42(5): 1125-1132 [15] 李刚, 张宝印, 邓力, 等. 蒙特卡罗粒子输运程序JMCT研制[J]. 强激光与粒子束, 2013, 25(1):158-162 doi: 10.3788/HPLPB20132501.0158Li Gang, Zhang Baoyin, Deng Li, et al. Development of Monte Carlo particle transport code JMCT[J]. High Power Laser and Particle Beams, 2013, 25(1): 158-162 doi: 10.3788/HPLPB20132501.0158 [16] 石秀安, 苏耿华, 包鹏飞. 压水堆辐照监督管中子注量计算方法改进研究[J]. 核科学与工程, 2018, 38(4):585-589Shi Xiuan, Su Genghua, Bao Pengfei. Study on the improvement of calculation method for the neutron fluence in the irradiation monitoring tube of the reactor vessel[J]. Nuclear Science and Engineering, 2018, 38(4): 585-589 [17] 苏耿华, 石秀安, 蔡德昌, 等. 瞬发和缓发γ射线对堆内构件释热率影响的研究[J]. 核科学与工程, 2012, 32(2):150-155Su Genghua, Shi Xiuan, Cai Dechang, et al. Study on the influence of prompt fission γ-ray and delayed γ-ray on reactor internals heating rate[J]. Nuclear Science and Engineering, 2012, 32(2): 150-155 [18] 刘巧凤, 韩静茹, 陈海英, 等. 反应堆压力容器快中子注量计算模型简化方法研究[J]. 核电子学与探测技术, 2015, 35(12):1201-1204 doi: 10.3969/j.issn.0258-0934.2015.12.011Liu Qiaofeng, Han Jingru, Chen Haiying, et al. Study on simplification calculation methods of reactor pressure vessel fast neutron flux[J]. Nuclear Electronics & Detection Technology, 2015, 35(12): 1201-1204 doi: 10.3969/j.issn.0258-0934.2015.12.011 -


 点击查看大图
点击查看大图
计量
- 文章访问数: 422
- HTML全文浏览量: 173
- PDF下载量: 60
- 被引次数: 0
