

A focus automatic positioning system of high-power laser beam based on plasma ultraviolet radiation
-
摘要: 精准定位激光束焦点位置是提高激光雕刻、切割、焊接等加工精度的重要基础,而传统测量方法不适用于自动寻找强激光焦点。基于激光烧蚀金属后等离子发光含大量紫外谱线的原理,以日盲的氮化镓肖特基光电二极管为传感器,设计了以304不锈钢靶材为耗材的红外强激光束自动寻焦方法及其装置。该方法与共聚焦显微镜检测平均烧蚀坑深的方法相比,当以脉冲宽度100 ns、重复工作频率20 kHz、平均功率10 W的1064 nm光纤激光雕刻机为实验对象时,二者定焦位置相差24 μm。Abstract: Accurate focus positioning of a laser beam is an important basis for improving laser engraving, cutting and welding accuracy, but the traditional methods are not fit for automatically finding high-power laser focuses. The plasma caused by laser ablating metal is able to emit a large amount of ultraviolet radiation. Therefore, in this paper a focus automatic positioning method for high-power infrared lasers is proposed and the relevant device is fabricated with a GaN Schottky photodiode as sensor and a 304 stainless-steel laser target as consumable material. As a contrast experiment, the depths of the laser ablation pits on the stainless-steel target are measured with a confocal microscope to find the deepest pits. The focal position difference is 24 μm between the two positioning methods, when the experiments using a 1064-nm-wavelength fiber laser engraving machine with a pulse width of 100 ns, a repetition frequency of 20 kHz and an average power of 10 W.
-
Key words:
- high-power laser /
- focus /
- ultraviolet radiation /
- plasma /
- GaN
-
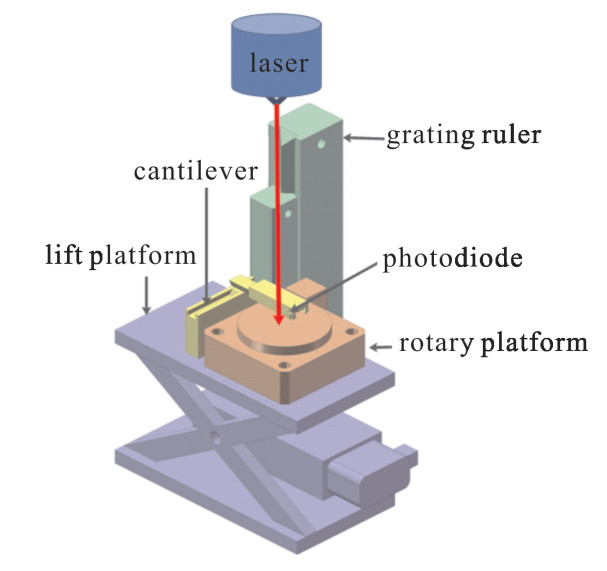
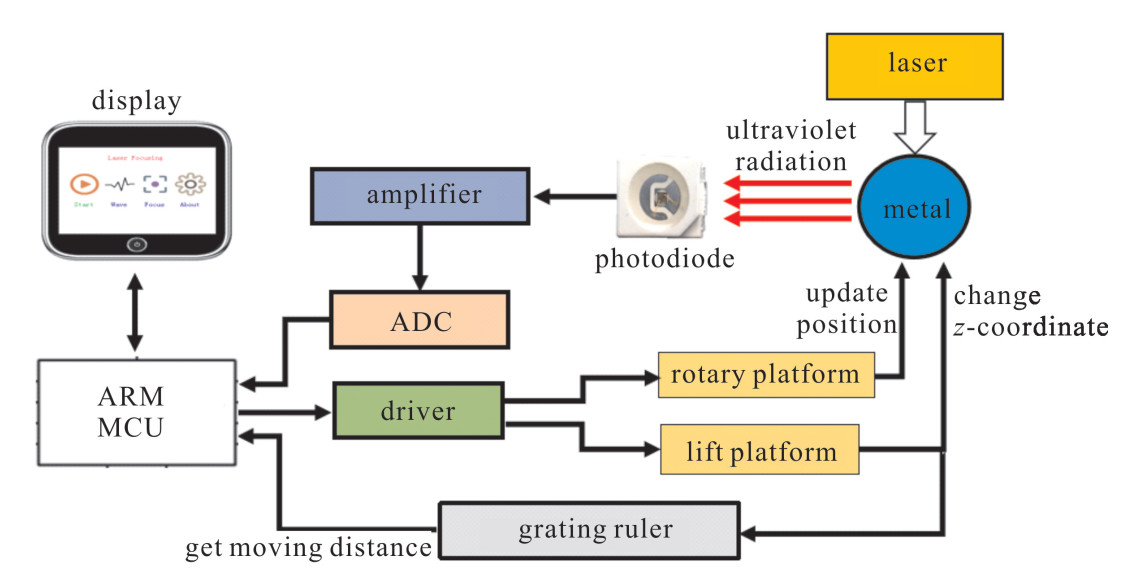
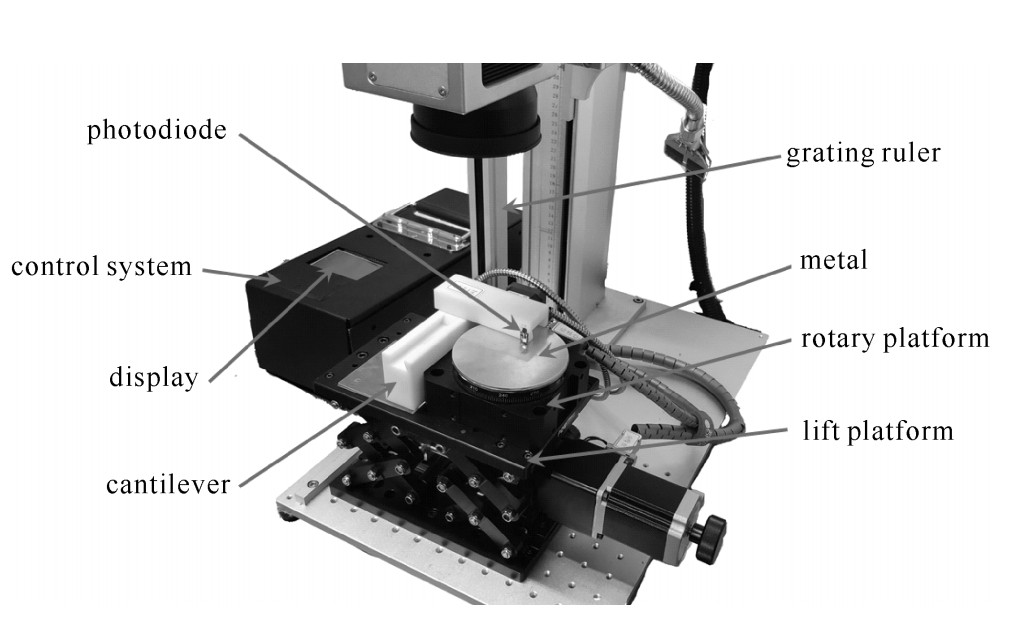
图 1 自动寻焦系统的结构示意图
Figure 1. Structure schematic diagram of laser-focus automatic positioning system
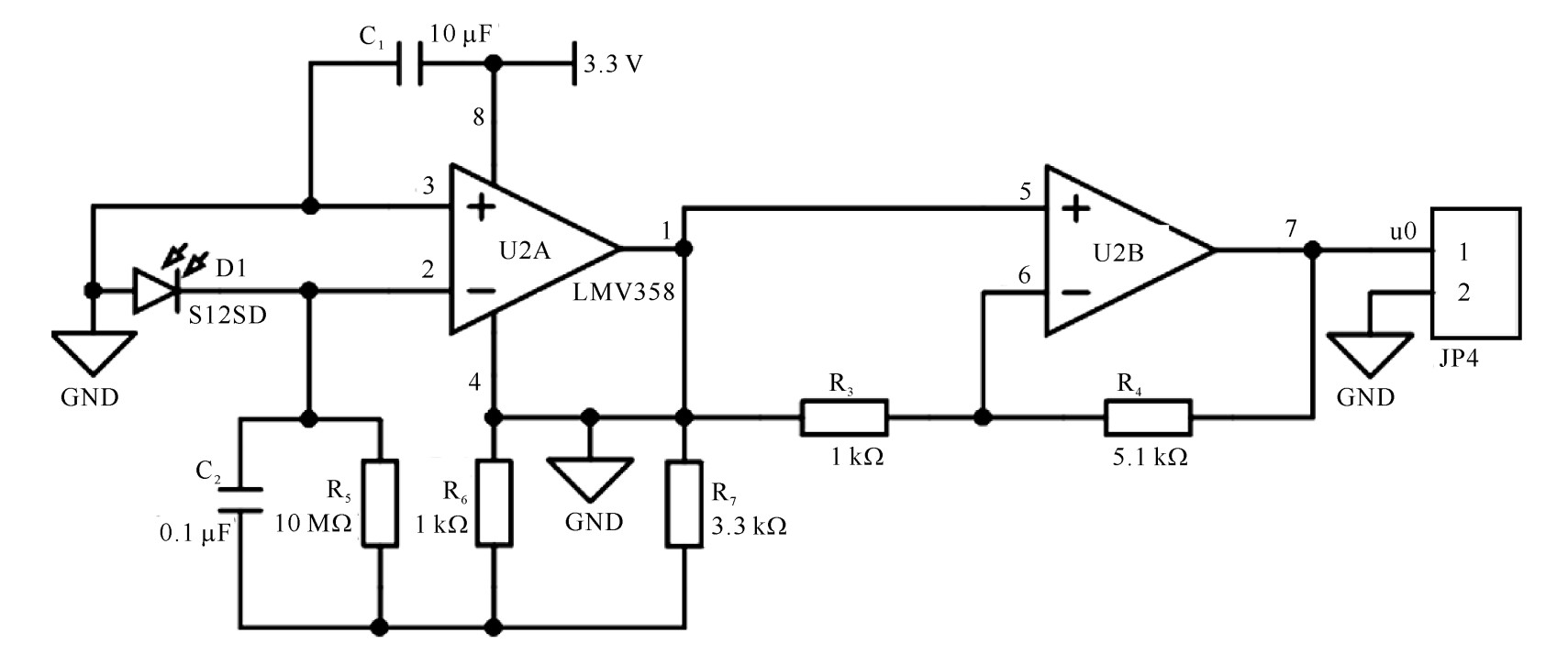
图 4 紫外辐射信号的采集和放大电路原理图
Figure 4. Circuit schematic diagram of ultraviolet-radiation signal acquisition and amplification
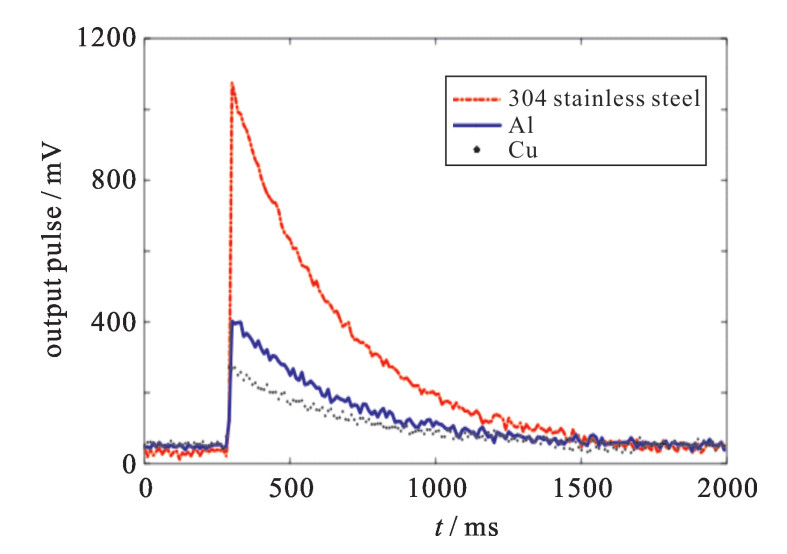
图 6 不锈钢、铝和铜靶材的1064 nm激光烧蚀辐射强度对比
Figure 6. Comparison of stainless steel, aluminum and copper targets in ablative radiation intensity with 1064-nm-wavelength laser
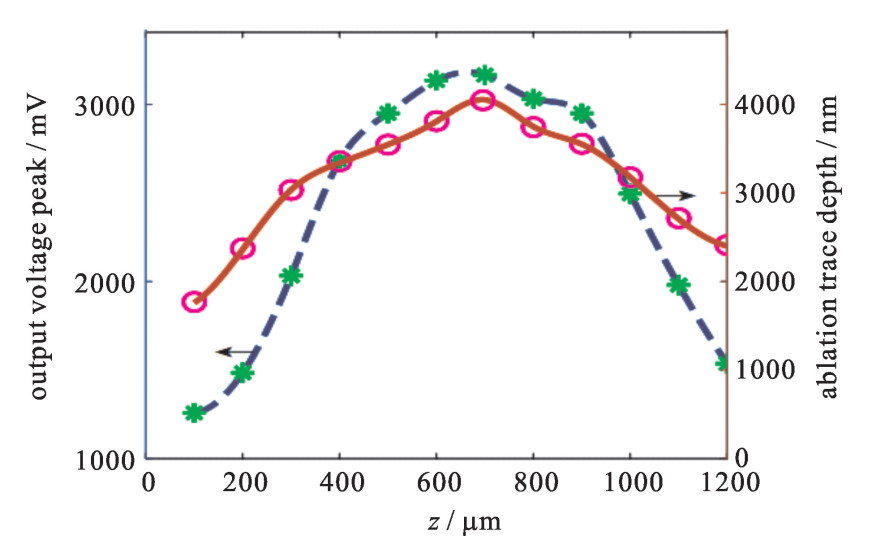
图 7 基于两种方法所得定焦位置的对比
Figure 7. Comparison of laser focus positions based on two measurement methods
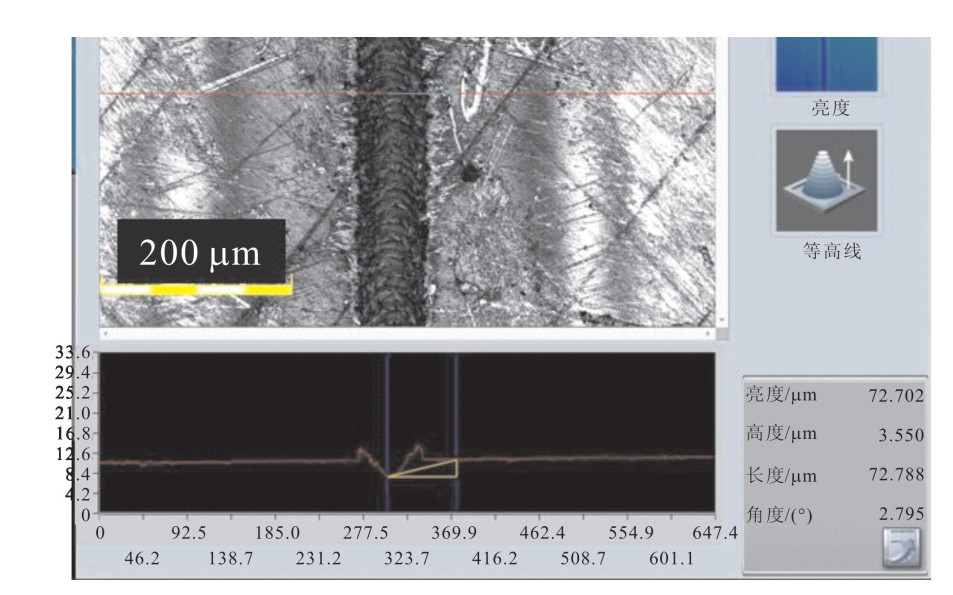
图 8 用共聚焦显微镜测量激光烧蚀深度
Figure 8. Laser ablation depth measurement using a confocal microscopy
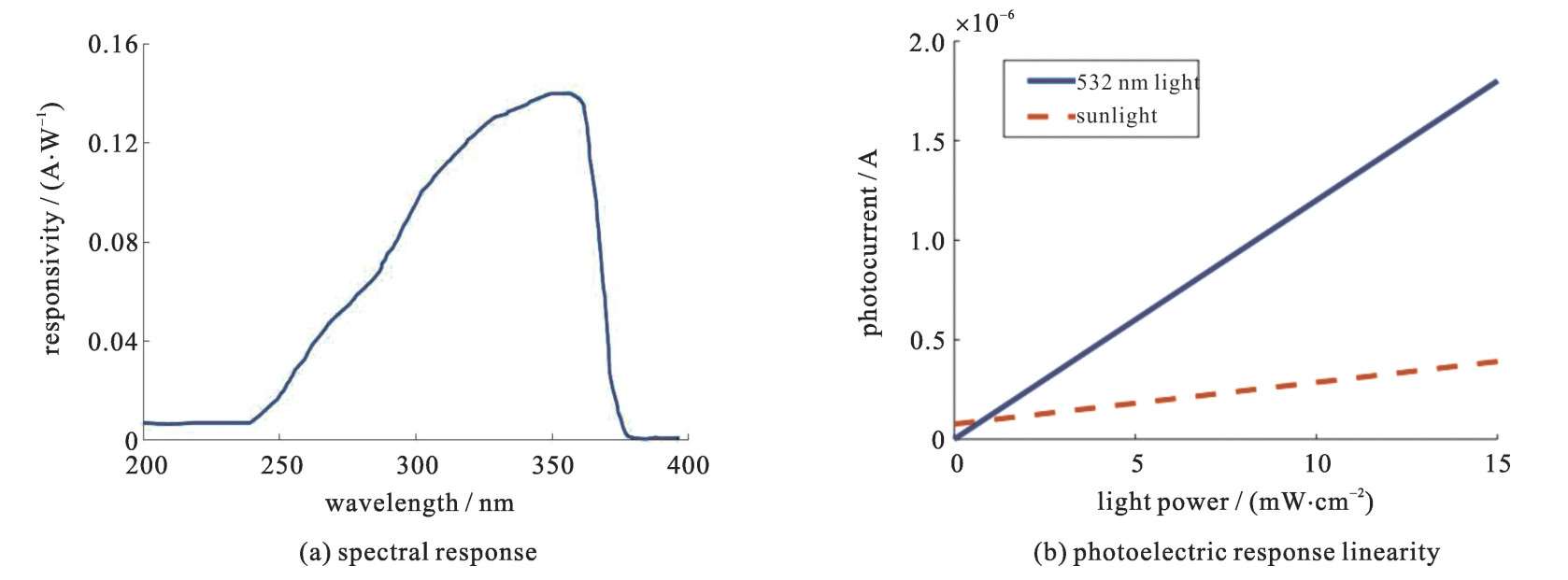
图 9 GUVA-S12SD光电二极管光电响应特性曲线
Figure 9. Photoelectric response characteristic curve of GUVA-S12SD photodiode
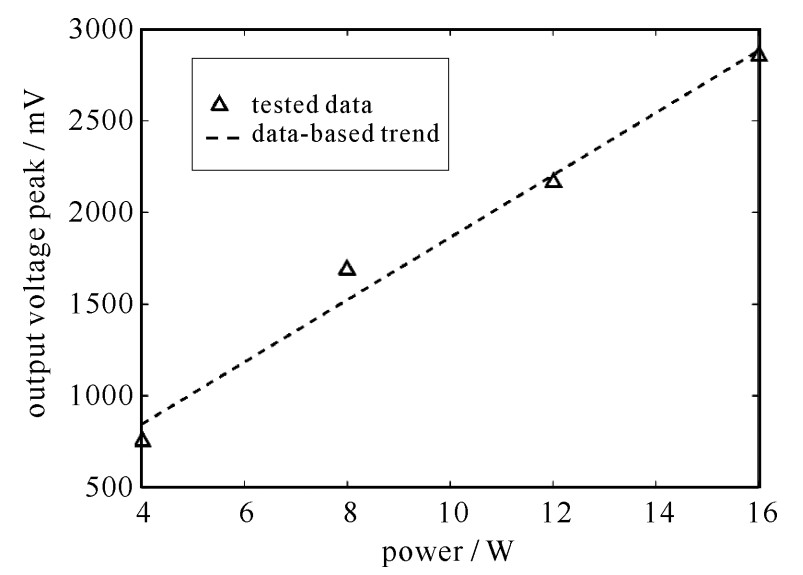
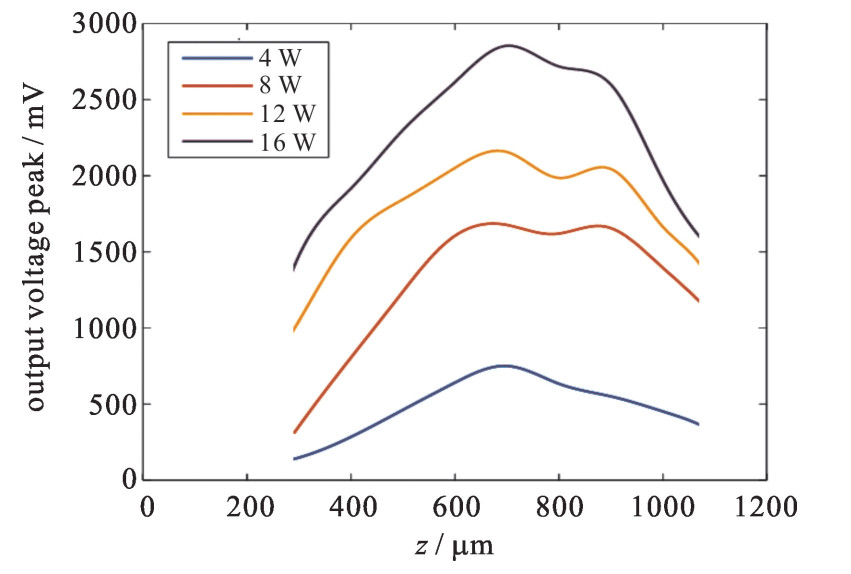
图 10 激光平均功率与输出电压峰值的关系
Figure 10. Relationship of laser average power and output voltage peak
-
[1] Matsumoto N, Kawahito Y, Nishimoto K, et al. Effects of laser focusing properties on weldability in high-power fiber laser welding of thick high-strength steel plate[J]. Journal of Laser Applications, 2017, 29: 012003. doi: 10.2351/1.4966258 [2] Tagliaferri F, Leopardi G, Semmler U, et al. Study of the influences of laser parameters on laser assisted machining processes[J]. Procedia CIRP, 2013, 8: 170-175. doi: 10.1016/j.procir.2013.06.084 [3] Wandera C, Kujanpaa V. Optimization of parameters for fibre laser cutting of a 10 mm stainless steel plate[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2011, 225(5): 641-649. doi: 10.1177/2041297510394078 [4] 罗子艺, 韩善果, 蔡得涛, 等. 厚10 mm不锈钢大功率碟片激光焊接及影响因素研究[J]. 焊接技术, 2018, 47(6): 57-66. https://www.cnki.com.cn/Article/CJFDTOTAL-HSJJ201806016.htmLuo Ziyi, Han Shanguo, Cai Detao, et al. Study on process and effective factors of high power disk laser welding for stainless steel with 10 mm thickness. Welding Technology, 2018, 47(6): 57-66 https://www.cnki.com.cn/Article/CJFDTOTAL-HSJJ201806016.htm [5] 吴慎将, 王楠, 苏俊宏, 等. 横向电场下的类金刚石薄膜激光损伤[J]. 强激光与粒子束, 2015, 27: 092003. doi: 10.11884/HPLPB201527.092003Wu Shenjiang, Wang Nan, Su Junhong, et al. Laser-induced damage of diamond-like carbon films with horizontal electric field. High Power Laser and Particle Beams, 2015, 27: 092003 doi: 10.11884/HPLPB201527.092003 [6] 陈诚, 郑加金, 韦玮, 等. 基于CCD测量激光光束质量M2[J]. 发光学报, 2017, 38(5): 643-648. https://www.cnki.com.cn/Article/CJFDTOTAL-FGXB201705012.htmChen Cheng, Zheng Jiajin, Wei Wei, et al. Measurement of laser beam quality M2 based on CCD. Chinese Journal of Luminescence, 2017, 38(5): 643-648 https://www.cnki.com.cn/Article/CJFDTOTAL-FGXB201705012.htm [7] 张震, 程湘爱, 姜宗福. 强光致CCD过饱和效应机理分析[J]. 强激光与粒子束, 2010, 22(2): 233-237. http://www.hplpb.com.cn/article/id/4383Zhang Zheng, Cheng Xiang'ai, Jiang Zongfu. Mechanism analysis of CCD excessive saturation effect induced by intense light. High Power Laser and Particle Beams, 2010, 22(2): 233-237 http://www.hplpb.com.cn/article/id/4383 [8] 周孟莲, 张震, 张检民, 等. 线阵CCD全饱和单侧拖尾特性分析[J]. 强激光与粒子束, 2015, 27: 041008. doi: 10.11884/HPLPB201527.041008Zhou Menglian, Zhang Zhen, Zhang Jianmin, et al. Characteristic analysis of entirely saturated unilateral smear in linear CCD. High Power Laser and Particle Beams, 2015, 27: 041008 doi: 10.11884/HPLPB201527.041008 [9] 刘海强, 李文娟, 常坤, 等. 基于刀口测量法的激光光束质量误差特性[J]. 激光与光电子学进展, 2016, 53(12): 159-164. https://www.cnki.com.cn/Article/CJFDTOTAL-JGDJ201612021.htmLiu Haiqiang, Li Wenjuan, Chang Kun, et al. Error characteristics of laser beam quality based on knife-edge measuring method. Laser & Optoelectronics Progress, 2016, 53(12): 159-164 https://www.cnki.com.cn/Article/CJFDTOTAL-JGDJ201612021.htm [10] 严深平, 张安峰, 梁少端, 等. 激光增材制造技术常用金属材料激光吸收率测量[J]. 航空制造技术, 2017(17): 97-100. https://www.cnki.com.cn/Article/CJFDTOTAL-HKGJ201717019.htmYan Shenping, Zhang Anfeng, Liang Shaoduan, et al. Measurement of laser light absorptivity of commonly used metals in laser additive manufacturing technique. Aeronautical Manufacturing Technology, 2017(17): 97-100 https://www.cnki.com.cn/Article/CJFDTOTAL-HKGJ201717019.htm [11] 罗文峰, 赵小侠, 朱海燕, 等. 1064 nm Nd: YA激光诱导铁等离子体特征参数的研究[J]. 强激光与粒子束, 2013, 25(7): 1690-1696. doi: 10.3788/HPLPB20132507.1690Luo Wenfeng, Zhao Xiaoxia, Zhu Haiyan, et al. Measurements of iron plasma parameters produced by a 1064 nm pulsed Nd: YAG laser. High Power Laser and Particle Beams, 2013, 25(7): 1690-1696 doi: 10.3788/HPLPB20132507.1690 [12] 黄庆举. 激光烧蚀金属Al诱导发光的动力学研究[J]. 物理学报, 2008, 57(4): 2314-2319. https://www.cnki.com.cn/Article/CJFDTOTAL-WLXB200804052.htmHuang Qingju. Radiation mechanism of pulsed laser ablation of metal Al. Acta Physica Sinica, 2008, 57(4): 2314-2319 https://www.cnki.com.cn/Article/CJFDTOTAL-WLXB200804052.htm 期刊类型引用(1)
1. 颜秉政,白振旭,齐瑶瑶,丁洁,崔璨,王雨雷,吕志伟. 新型低维材料饱和吸收体全固态激光研究进展(特邀). 光电技术应用. 2022(04): 27-39 .  百度学术
百度学术其他类型引用(1)
-

 下载:
下载:

 点击查看大图
点击查看大图
计量
- 文章访问数: 1611
- HTML全文浏览量: 364
- PDF下载量: 51
- 被引次数: 2
