

White light spectroscopy technology for measuring the uniformity of capsule shell thickness
-
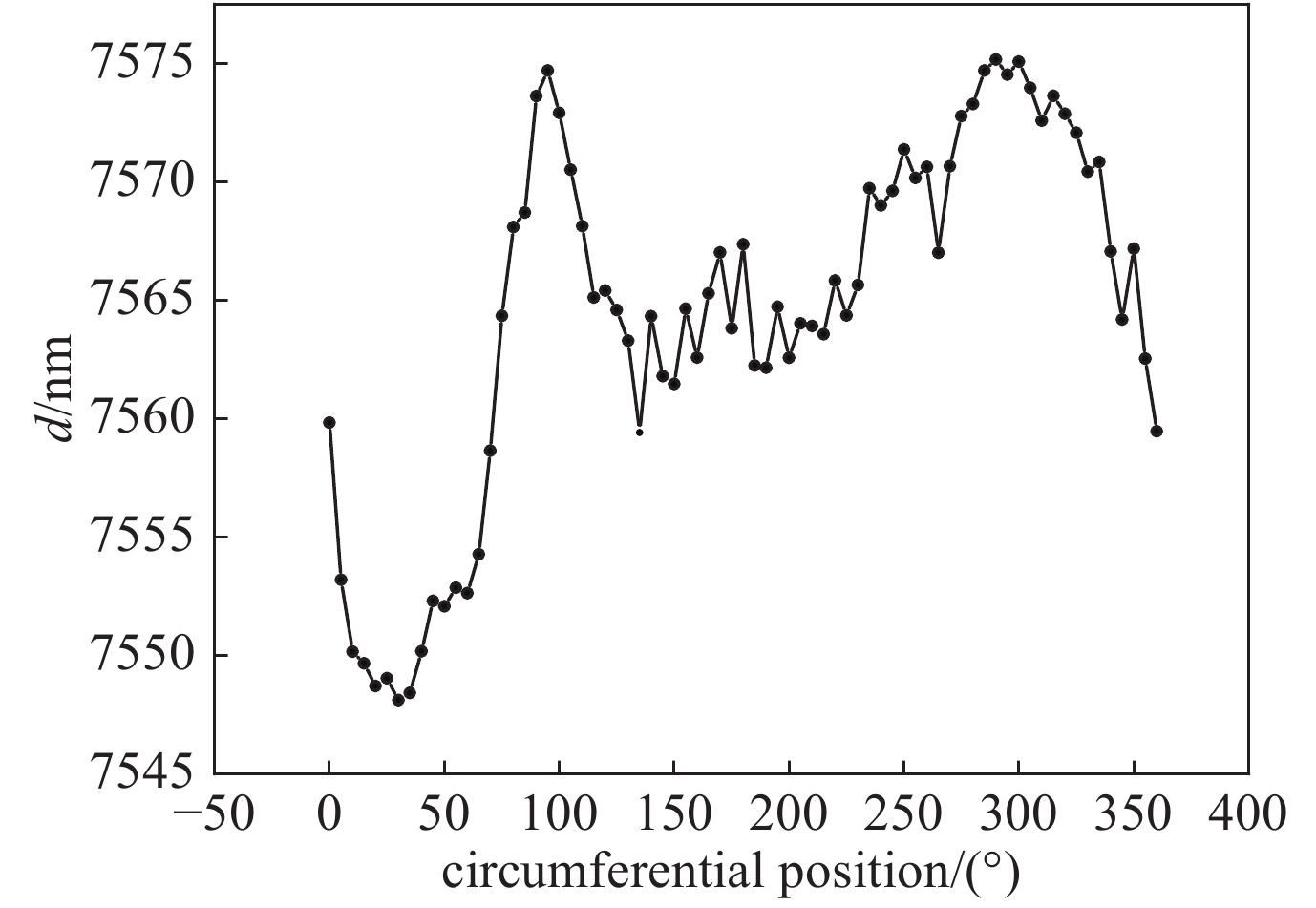
摘要: 为了精密检测靶丸壳层厚度及其分布数据,开展了靶丸壳层厚度及其分布的白光反射光谱测量技术研究。介绍了靶丸壳层的白光反射光谱及其光谱数据处理方法(极值法、峰值拟合法、干涉级次校正法等)的基本原理,搭建了基于白光反射光谱的精密回转轴系测量装置;开展了GDP靶丸壳层厚度及其分布的白光反射光谱测量、数据处理和可靠性验证实验,获得了靶丸壳层厚度圆周分布曲线。结果表明,基于峰值拟合法和干涉级次校正的白光反射光谱技术可实现靶丸壳层厚度及其分布的准确测量,其测量误差小于0.1 μm。Abstract: To measure accurately the thickness and its distribution of capsule, the white light reflection spectrum measurement technology is studied. The basic principle of white light reflection spectrum and the corresponding data processing methods, such as the extreme value method, the peak fitting method and the interference order correction method, are analyzed. Based on the white light reflection spectrum and the precision rotary axis system, the measuring apparatus applied to determine the shell thickness and its distribution of the capsule is developed. The white light reflectance spectrum measurement, data processing and reliability verification experiments of GDP capsule are carried out and the circular thickness distribution curve of capsule is obtained. The research results show that the thickness and its distribution of capsule can be measured accurately by white light reflectance spectrum technology based on spectral peak fitting method and interference order correction method and the measurement error is less than 0.1 μm.
-
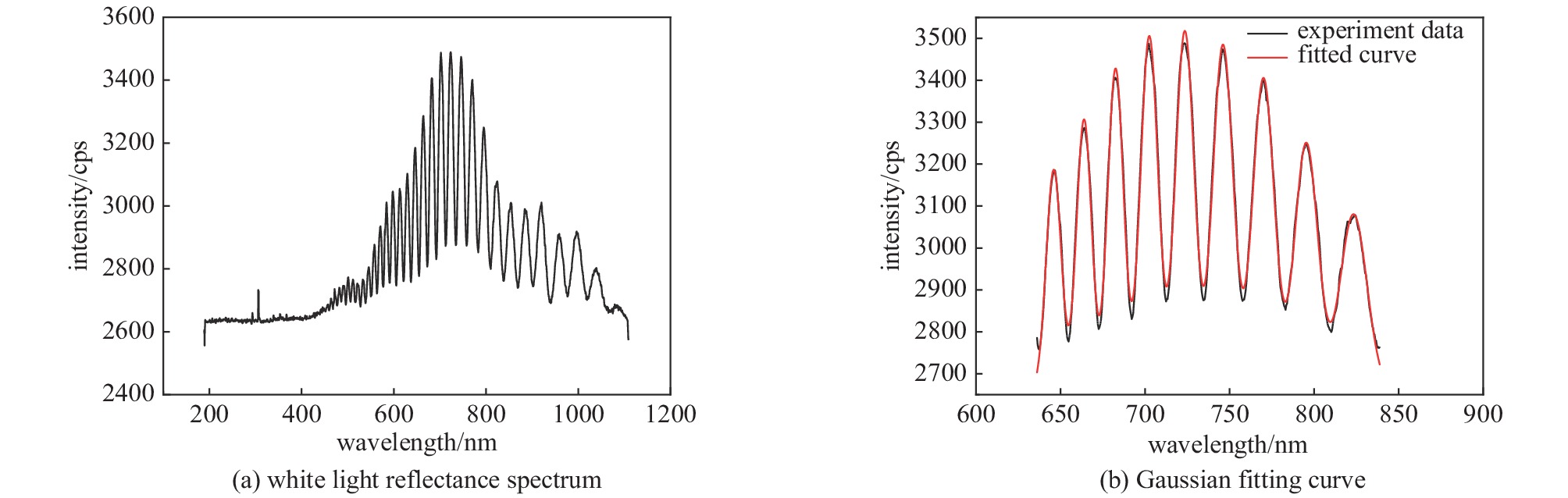
图 2 靶丸壳层白光反射光谱及局部波段内高斯拟合曲线
Figure 2. White light reflectance spectrum of target shell and Gaussian fitting curve in the local wavelength
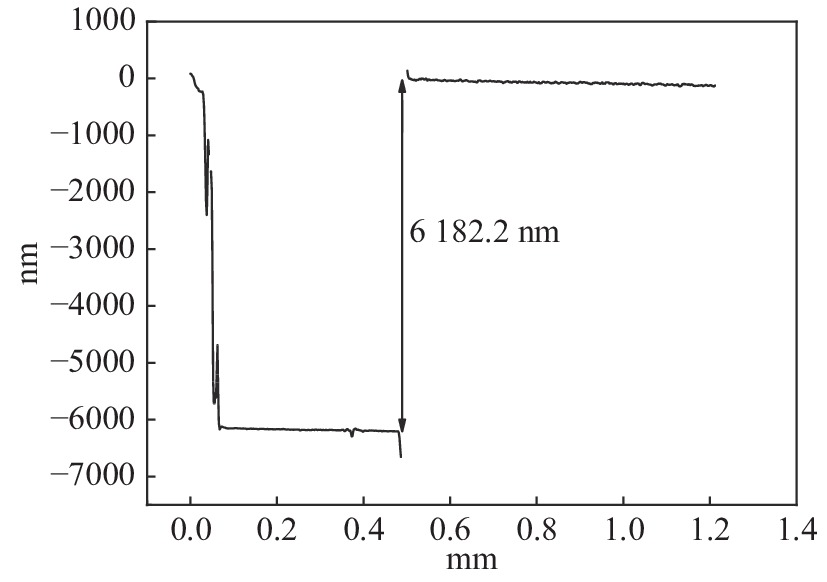
图 4 GDP薄膜的白光垂直扫描干涉测量曲线(图中数据应为6182.2nm)
Figure 4. White light vertical scanning interferometry curve of GDP film
表 1 靶丸壳层厚度测量数据
Table 1. Thickness measurement data of target shell
peak wavelength/nm physical thickness d/nm extremum method peak value fitting grade correction method 646.3 7609.9 7525.2 7560.1 663.9 7620.3 7526.6 7558.7 682.4 7594.5 7528.0 7557.0 702.1 7498.7 7529.3 7555.9 723.2 7358.8 7530.7 7557.6 746.1 7513.2 7531.9 7563.9 770.0 7566.4 7533.2 7565.6  下载: 导出CSV
下载: 导出CSV
表 2 GDP膜厚测量数据
Table 2. Thickness measurement data of GDP film
wavelength/nm optical thickness/nm physical thickness/nm 586.9 19 661.2 6132.7 604.8 19 658.4 6131.8 623.5 19 642.1 6126.7 644.1 19 645.8 6127.8 665.6 19 636.9 6125.0 689.0 19 638.7 6125.6 713.7 19 628.3 6122.4
下载: 导出CSV
-
[1] Casey D T, Macgowan B J, Sater J D, et al. Evidence of three-dimensional asymmetries seeded by high-density carbon-ablator nonuniformity in experiments at the national ignition facility[J]. Physical Review Letters, 2021, 26: 025002. [2] 刘元琼, 王凯, 雷海乐, 等. 条纹形状法在线表征聚变靶丸参数[J]. 光学学报, 2016, 36:1112002. (Liu Yuanqiong, Wang Kai, Lei Haile, et al. On-line parameter characterization of fusion capsules by fringe shape analysis[J]. Acta Optica Sinica, 2016, 36: 1112002 doi: 10.3788/AOS201636.1112002 [3] 王琦, 高党忠, 唐兴, 等. 靶丸X射线光学厚度的精密检测[J]. 光学 精密工程, 2019, 27(5):1039-1044. (Wang Qi, Gao Dangzhong, Tang Xing, et al. Precision measurement of X-ray optical thickness in capsules[J]. Optics and Precision Engineering, 2019, 27(5): 1039-1044 doi: 10.3788/OPE.20192705.1039 [4] 晏骥, 江少恩, 苏明, 等. X射线相衬成像应用于惯性约束核聚变多层球壳靶丸检测[J]. 物理学报, 2012, 61:068703. (Yan Ji, Jiang Shaoen, Su Ming, et al. The application of phase contrast imaging to ICF multi-shell capsule diagnosis[J]. Acta Physica Sinica, 2012, 61: 068703 doi: 10.7498/aps.61.068703 [5] 赵学森, 高党忠, 马小军, 等. X射线法ICF靶丸几何参数批处理及壁厚分布计算[J]. 原子能科学技术, 2012, 46(4):487-492. (Zhao Xuesen, Gao Dangzhong, Ma Xiaojun, et al. Batch processing of geometric parameters and wall thickness distribution calculation of ICF capsule by X-ray imaging method[J]. Atomic Energy Science and Technology, 2012, 46(4): 487-492 [6] Wang Longxiao, Zhao Weiqian, Qiu Lirong, et al. Laser differential confocal measurement of the outer surface profile of a laser inertial confinement fusion capsule[J]. Measurement, 2019, 135: 333-340. doi: 10.1016/j.measurement.2018.11.037 [7] 赵维谦, 王龙肖, 邱丽荣, 等. 激光聚变靶丸内表面轮廓测量系统的研制[J]. 光学 精密工程, 2019, 27(5):1013-1023. (Zhao Weiqian, Wang Longxiao, Qiu Lirong, et al. Development of inner-surface profile measurement system for ICF capsule[J]. Optics and Precision Engineering, 2019, 27(5): 1013-1023 doi: 10.3788/OPE.20192705.1013 [8] Ma Xianxian, Ni He, Lu Mengshuang, et al. A measurement method for three-dimensional inner and outer surface profiles and spatial shell uniformity of laser fusion capsule[J]. Optics & Laser Technology, 2021, 134: 106601. [9] Li Shaobai, Wang Yun, Wang Qi, et al. Rapid measurement and compensation method of eccentricity in automatic profile measurement of the ICF capsule[J]. Applied Optics, 2018, 57(14): 3761-3769. doi: 10.1364/AO.57.003761 [10] 樊婷, 马小军, 王宗伟, 等. 靶丸壳层折射率的白光干涉测量技术研究[J]. 量子电子学报, 2020, 37(6):641-649. (Fan Ting, Ma Xiaojun, Wang Zongwei, et al. Determination of refractive index of capsule by using white light interference techniques[J]. Chinese Journal of Quantum Electronics, 2020, 37(6): 641-649 [11] 郭彤, 周勇, 李明惠, 等. 基于Linnik型白光显微干涉光谱测量方法[J]. 纳米技术与精密工程, 2017, 15(5):360-365. (Guo Tong, Zhou Yong, Li Minghui, et al. White light microscopic spectral interferometric measuring method based on Linnik type[J]. Nanotechnology and Precision Engineering, 2017, 15(5): 360-365 [12] 江毅, 高红春, 贾景善. 光谱域光纤白光干涉测量技术[J]. 计测技术, 2018, 38(3):31-42. (Jiang Yi, Gao Hongchun, Jia Jingshan. Fiber optical spectral-domain white-light interferometry[J]. Metrology & Measurement Technology, 2018, 38(3): 31-42 [13] Jiang Yi, Ding Wenhui. Recent developments in fiber optic spectral white-light interferometry[J]. Photonic Sensors, 2011, 1(1): 62-71. doi: 10.1007/s13320-010-0014-z [14] Luo Zhenyue, Shen Weidong, Liu Xu, et al. Design of dispersive multilayer with particle swarm optimization method[J]. Chinese Optics Letters, 2010, 8(3): 342-344. doi: 10.3788/COL20100803.0342 期刊类型引用(2)
1. 张学海,戴聪明,张鑫,魏合理,朱希娟,马静. 相对湿度和粒子形态对海盐气溶胶粒子散射特性的影响. 红外与激光工程. 2019(08): 253-260 .  百度学术
百度学术2. 李树旺,邵士勇,梅海平,饶瑞中. 气溶胶吸收的光热干涉相位载波算法. 强激光与粒子束. 2016(04): 12-16 . 本站查看其他类型引用(5)
-

 点击查看大图
点击查看大图

计量
- 文章访问数: 871
- HTML全文浏览量: 381
- PDF下载量: 37
- 被引次数: 7
