

Capability evaluation of self-location machining algorithm for ultra-precision workpiece based on SVD
-
摘要: 为进一步改善超精密表面修形的最终精度、效率与成本,优化超精密自寻位加工的工艺方向与工艺决策过程, 开展了对超精密工件的自寻位加工算法点云融合过程的定量评价研究,提出了基于SVD的自寻位加工算法能力评价方法。首先基于运动学方法建立了点云融合的矩阵表示,分别对平动、转动、复合运动等情况建立了自寻位结果的转换矩阵表示,获得自寻位点云融合转换矩阵;进而对转换矩阵进行奇异值分解得到转换矩阵的奇异值列表;最后将列表中最大奇异值用以表征自寻位加工算法的能力。通过对某型超精密叶片在平动、转动和复合运动、共计1078组自由放置状态进行分析,发现所提出的评价指标在独立平动和独立转动两种任意放置情况下能够正确地表征自寻位加工算法的工艺能力。对于独立平动情况,自寻位加工算法能够正常定位加工,其最大奇异值也与预设偏差较小;对于独立转动情况,当旋转角度小于45°时,均能够正确地进行自寻位加工,最大奇异值差值也趋近于零,旋转角度超过45°时,算法的自寻位加工能力恶化,这一特性能够被所提指标正确捕捉。对于由平动和转动构成的复合运动而言,所提指标显示约35%的情况能够正确进行自寻位加工,其余情况无法进行正确的自寻位加工。结果表明本文所提方法建立的指标能够正确表征自寻位加工算法能力。Abstract: In order to further improve the final precision, efficiency and cost-effectiveness of ultra-precision surface modification, and optimize the process direction and process decision-making of ultra-precision self-positioning processing, this paper studies the point cloud fusion process of self-positioning processing algorithm for ultra-precision workpieces. Based on the evaluation, it proposes a self-positioning processing algorithm capability evaluation method based on SVD. Firstly, based on the kinematics method, the matrix representation of point cloud fusion is established. The transformation matrix representation of self-positioning results is established for the translation, rotation and compound motion, respectively.Then the self-positioning point cloud fusion transformation matrix is obtained. A singular value decomposition is performed to obtain a singular value list of the transformation matrix.finally, the largest singular value in the list is used to characterize the self-positioning processing algorithm. By analyzing the free-precision states of a certain type of ultra-precision blade (a total of 1078 sets of free-standing state) it is found that the proposed evaluation index can correctly characterize self-positioning under the condition of independent translation and independent rotation. For the independent translation, the self-positioning processing algorithm can be positioned normally, and the maximum singular deviation value is also less than the pre-set value. For the independent rotation, when the angle is less than 45°, the self-positioning machining can be correctly performed. The singular value difference also approaches zero. Above 45°, the algorithm's self-positioning machining capability deteriorates, and this feature can be correctly captured by the proposed indicators. For the composite motion consisting of translation and rotation, the proposed index shows that about 35% of the cases can be correctly self-positioned, and the rest can not be correctly self-homing. It indicates that the indicators established by the proposed method can correctly characterize the self-positioning machining algorithm.
-

图 1 超精密零件自寻位加工过程
Figure 1. Self-positioning machining process of ultra-precision parts

图 4 奇异值差值与平动距离的关系
Figure 4. The relation between singular value difference and translation distance
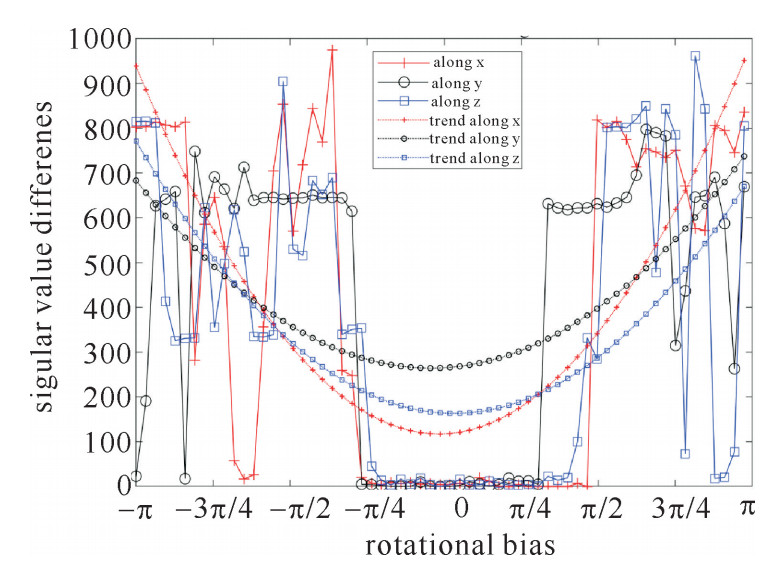
图 5 奇异值差值与转动角度的关系
Figure 5. The relationship between singular value difference and rotation angle
-
[1] 卢金玲, 郭蕾, 王李科, 等. 半开叶轮离心泵叶顶间隙非定常流动特性研究[J]. 农业机械学报, 2019, 50(6): 163-172. https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201906018.htmLu Jinling, Guo Lei, Wang Like, et al. Unsteady flow characteristics of tip clearance in semi-open impeller centrifugal pump. Transactions of the Chinese Society for Agricultural Machinery, 2019, 50(6): 163-172 https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201906018.htm [2] 李敏, 袁巨龙, 吴喆, 等. 复杂曲面零件超精密加工方法的研究进展[J]. 机械工程学报, 2015, 51(5): 178-191. https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201505022.htmLi Min, Yuan Julong, Wu Zhe, et al. Progress in ultra-precision machining methods of complex curved parts. Journal of Mechanical Engineering, 2015, 51(5): 178-191 https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201505022.htm [3] 杨航, 刘小雍, 马登秋, 等. 一阶不连续光学元件MRF流体动力学分析方法[J]. 强激光与粒子束, 2019, 31: 022001. doi: 10.11884/HPLPB201931.180340Yang Hang, Liu Xiaoyong, Ma Dengqiu, et al. Fluid dynamics analysis method for MRF of first order discontinuous optical elements. High Power Laser and Particle Beams, 2019, 31: 022001 doi: 10.11884/HPLPB201931.180340 [4] Golini D, Jacobs S D, Kordonski W I, et al. Precision optics fabrication using magnetorheological finishing[C]//Proc of SPIE. 1997: 10289OH. [5] Yin Z, Dai Y, Li S, et al. Fabrication of off-axis aspheric surfaces using a slow tool servo[J]. International Journal of Machine Tools and Manufacture, 2011, 51(5): 404-410. doi: 10.1016/j.ijmachtools.2011.01.008 [6] 黎耀军, 张振洲, 严海军, 等. JP75卷盘式喷灌机水涡轮水力性能分析与结构改进设计[J]. 农业机械学报, 2018, 49(1): 100-107. https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201801012.htmLi Yaojun, Zhang Zhenzhou, Yan Haijun, et al. Hydraulic performance analysis and optimization for water turbine of JP75 hose reel irrigation machine. Transactions of the Chinese Society for Agricultural Machinery, 2018, 49(1): 100-107 https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201801012.htm [7] 郭荣, 李仁年, 张人会. 射流离心泵动静叶栅匹配的水力与声学性能优化设计[J]. 农业机械学报, 2019, 50(5): 148-158. https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201905017.htmGuo Rong, Li Rennian, Zhang Renhui. Optimization design of hydraulic and acoustic performance on matching of rotor and stator of jet centrifugal pump. Transactions of the Chinese Society for Agricultural Machinery, 2019, 50(5): 148-158 https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201905017.htm [8] 王正, 王增全, 郭凯, 等. 增压器涡轮叶轮极端载荷下动态可靠性模型[J]. 农业机械学报, 2011, 42(7): 32-49. https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201107008.htmWang zheng, Wang Zengquan, Guo Kai, et al. Dynamic reliability model of turbine impeller of turbocharger under ultimate load. Transactions of the Chinese Society for Agricultural Machinery, 2011, 42(7): 32-49 https://www.cnki.com.cn/Article/CJFDTOTAL-NYJX201107008.htm [9] Rong Y, Xu J, Sun Y. A surface reconstruction strategy based on deformable template for repairing damaged turbine blades[J]. Proceedings of the Institution of Mechanical Engineers, Part G: Journal of Aerospace Engineering, 2014, 228(12): 2358-2570. [10] Shorey A B, Kordonski W, Tricard M. Magnetorheological finishing and subaperture stitching interferometry of large and lightweight optics Proc of SPIE. 2004, 5494: 81-90. [11] Yau H T, Menq C H. A unified least-squares approach to the evaluation of geometric errors using discrete measurement data[J]. International Journal of Machine Tools and Manufacture, 1996, 36(11): 1269-1290. [12] Song H C, Song J B. Precision robotic deburring based on force control for arbitrarily shaped workpiece using CAD model matching[J]. International Journal of Precision Engineering and Manufacturing, 2013, 14(1): 85-91. [13] Lasemi A, Xue D, Gu P. Recent development in CNC machining of freeform surfaces: a state-of-the-art review[J]. Computer-Aided Design, 2010, 42(7): 641-654. [14] Bueno M, Gonz L J, Martnez S N J, et al. Automatic point cloud coarse registration using geometric keypoint descriptors for indoor scenes[J]. Automation in Construction, 2017, 81: 134-148. [15] Lu M, Zhao J, Guo Y, et al. Accelerated coherent point drift for automatic three-dimensional point cloud registration[J]. IEEE Geoscience and Remote Sensing Letters, 2015, 13(2): 162-166. [16] Zhao Z, Ding D, Fu Y, et al. Measured data-driven shape-adaptive machining via spatial deformation of tool cutter positions[J]. Measurement, 2019, 135: 244-251. [17] Wang H, Zhou M X, Zheng W Z, et al. 3D machining allowance analysis method for the large thin-walled aerospace component[J]. International Journal of Precision Engineering and Manufacturing, 2017, 18(3): 399-406. [18] Liu J, Shang X, Yang S, et al. Research on optimization of point cloud registration ICP algorithm //Proceedings of the Pacific-Rim Symposium on Image and Video Technology. 2017. [19] Pomerleau F, Colas F, Siegwart R. A review of point cloud registration algorithms for mobile robotics[J]. Foundations and Trends in Robotics, 2015, 4(1): 101-104. [20] Yang J, Li H, Campbell D, et al. Go-ICP: A globally optimal solution to 3D ICP point-set registration[J]. IEEE Trans on pattern analysis and machine intelligence, 2015, 38(11): 2241-2254. [21] De Lathauwer L, De Moor B, Vandewalle J. A multilinear singular value decomposition[J]. SIAM Journal on Matrix Analysis and Applications, 2000, 21(4): 1253-1278. -

 下载:
下载:


 点击查看大图
点击查看大图
图(6)
计量
- 文章访问数: 1223
- HTML全文浏览量: 330
- PDF下载量: 21
- 被引次数: 0
