

Linewidth of femtosecond laser two-photon polymerization multiple-rapid-scanning
-
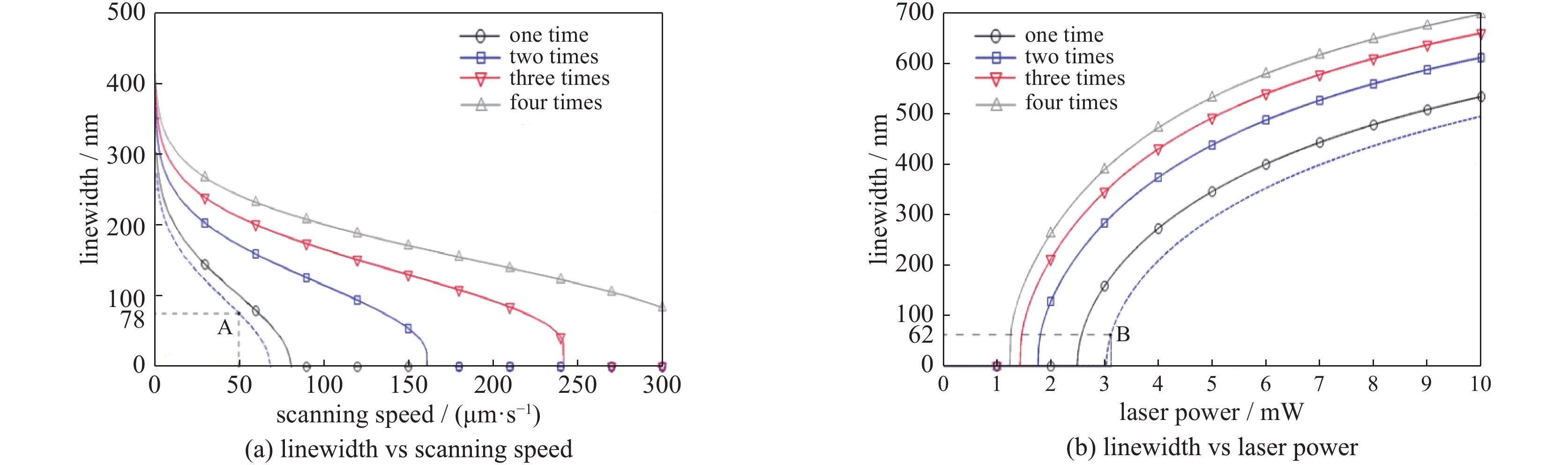
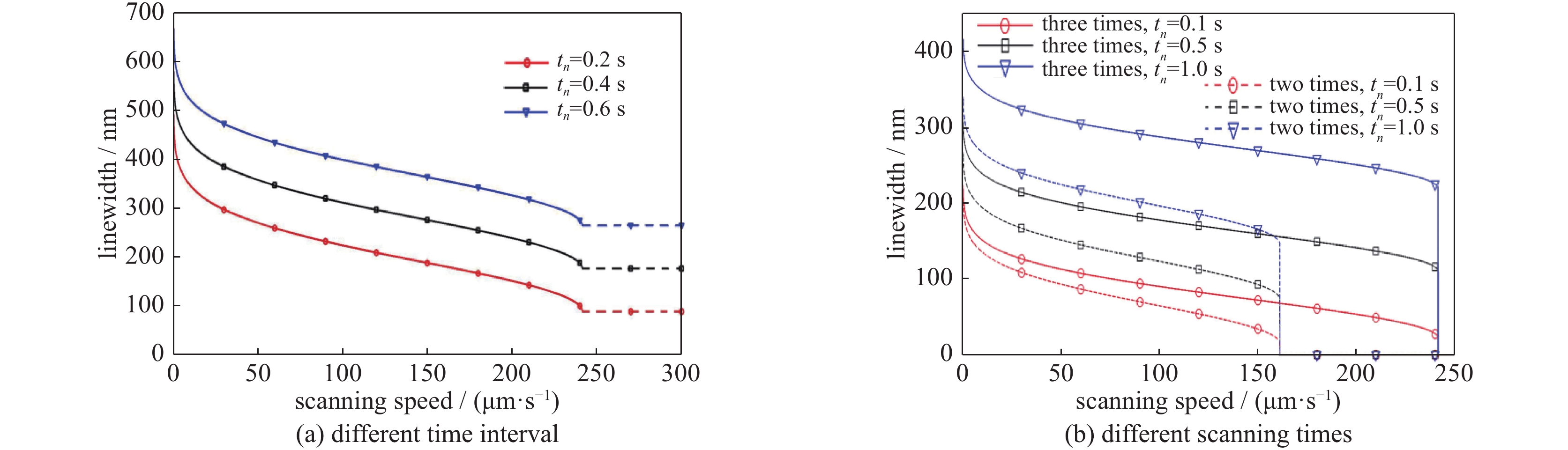
摘要: 采用自由基浓度起伏理论并考虑光镊集聚效应,理论研究了飞秒激光双光子聚合多次快速扫描的线宽问题。根据双光子光聚合过程中自由基浓度随时间变化的关系,考虑光镊力及自由扩散效应对自由基分布的影响,得到了多次快速扫描加工线宽的表达式。研究了多次扫描过程中产生自由基浓度随扫描次数的变化、双光子聚合加工不同扫描次数下加工线宽随激光功率的变化、多次扫描过程中间隔时间对于加工线宽的影响。多次扫描的线宽表达式可以直接回归至单次扫描的一般公式,且理论结果与文献中实验加工线宽相吻合,两者误差在2%。控制扫描间隔时间,减少自由基的向外扩散运动以及被树脂材料内大分子猝灭,使得活性自由基的分布更为集中,可以获得更小的加工线宽。研究结果为飞秒激光双光子更小线宽加工的研究提供了新的思路,为飞秒激光多次快速扫描加工提供了理论依据。Abstract: Using the theory of free radical concentration fluctuation combined with the effect of optical tweezers, this paper studies the linewidth of femtosecond laser two-photon polymerization multiple-fast-scanning processing theoretically. According to the relationship between the change of free radical concentration and time in the two-photon photopolymerization processing, considering the influence of the optical tweezers on the free radical distribution range, it obtains the formula of the linewidth of multiple-rapid-scanning processing. It also presents the relationship between linewidth and scanning speed, laser power, and interval time. The results can be regressed to the general formula of single-scanning and are in good agreement with the experimental results in the literature. The study provides a new idea for studying the femtosecond laser two-photon processing to obtain a smaller processing linewidth, and provides a theoretical basis for the femtosecond laser multiple-rapid-scanning processing.
-
Key words:
- femtosecond laser /
- two-photon polymerization /
- rapid scanning /
- free radical density /
- optical tweezers
-

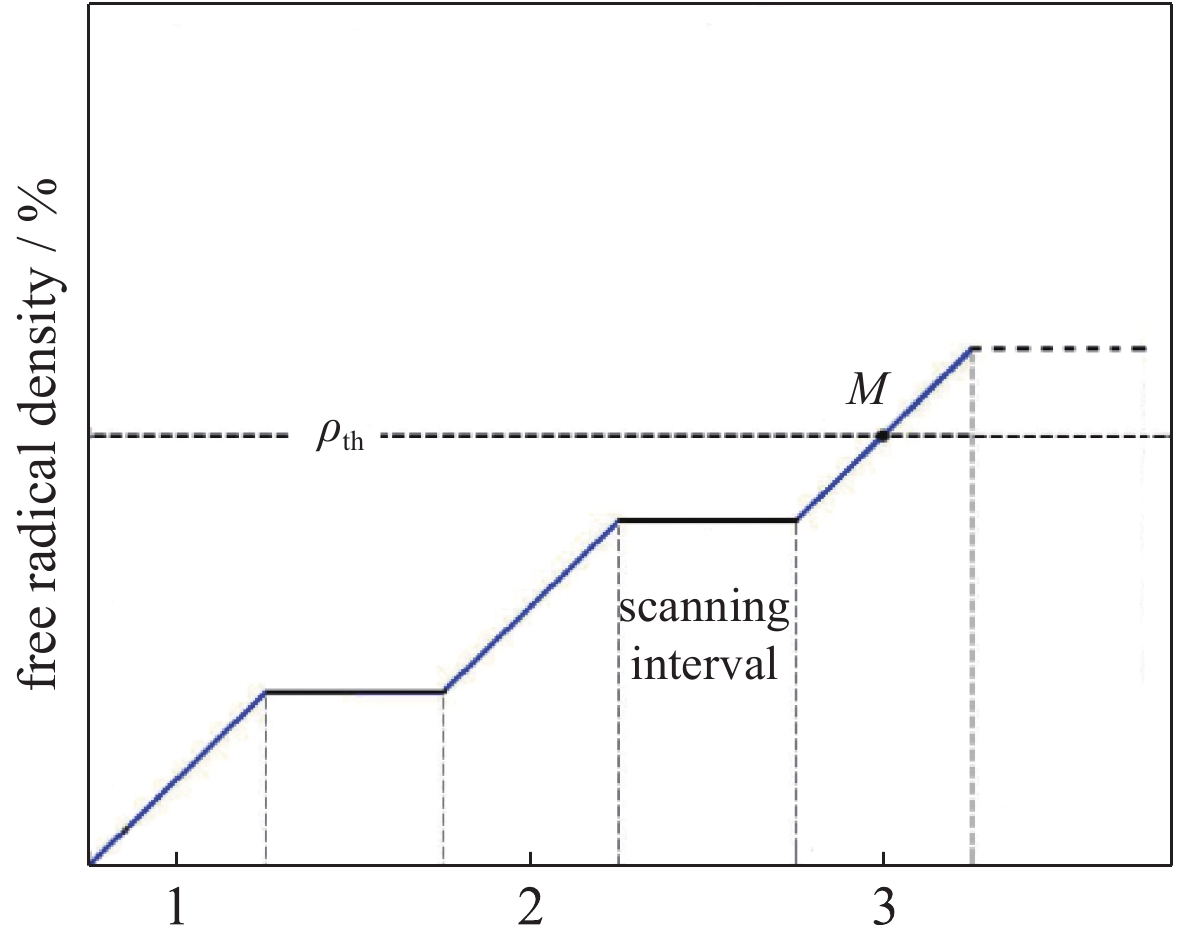
图 4 多次扫描过程中单个作用点处自由基的产生与运动
Figure 4. Free radical production and movement in a single action point during multiple scans
-
[1] Kawata S, Sun H B, Tanaka T, et al. Finer features for functional microdevices[J]. Nature, 2001, 412: 697-698. doi: 10.1038/35089130 [2] Takada K, Sun H B, Kawata S. Improved spatial resolution and surface roughness in photopolymerization-based laser nanowriting[J]. Applied Physics Letters, 2005, 86: 071122. doi: 10.1063/1.1864249 [3] Tan Dengfeng, Li Yan. Reduction in feature size of two-photon polymerization using SCR500[J]. Appl Phys Lett, 2007, 90: 071106. doi: 10.1063/1.2535504 [4] Jin Fengxing, Dong Xianzi. Improving spatial resolution of two-photon microfabrication by using photoinitiator with high initiating efficiency[J]. Appl Phys Lett, 2007, 90: 131106. doi: 10.1063/1.2717532 [5] Takada K, Kawata S. Size-dependent behaviors of femtosecond laser-prototyped polymer micronanowires[J]. Optics Letters, 2009, 340: 566-568. [6] 宋旸, 董贤子, 赵震声, 等. 飞 秒激光双光子加工的极限分辨力[J]. 强激光与粒子束, 2011, 23(7):1780-1784. (Song Yang, Dong Xianzi, Zhao Zhensheng, et al. Investigation into ultimate resolution by femtosecond laser two-photon fabrication technique[J]. High Power Laser and Particle Beams, 2011, 23(7): 1780-1784 doi: 10.3788/HPLPB20112307.1780 [7] 贾雁鹏, 郑美玲, 董贤子, 等. 双 光子微纳加工技术结合化学镀工艺制备三维金属微弹簧结构[J]. 影像科学与光化学, 2014, 32(6):542-549. (Jia Yanpeng, Zheng Meiling, Dong Xianzi, et al. 3D metallic micro-spring fabrication based on two-photon micro/nano fabrication method and electroless plating technique[J]. Imaging Science and Phorochemistry, 2014, 32(6): 542-549 doi: 10.7517/j.issn.1674-0475.2014.06.542 [8] 林乐, 郑美玲, 董贤子, 等. 径向偏振光对微纳尺度聚合物结构纵向分辨率的改善[J]. 量子电子学报, 2017, 34(1):76-80. (Lin Le, Zheng Meiling, Dong Xianzi, et al. Improvement of longitudinal resolution of micro/nano scale polymer structure with radially polarized beam[J]. Chinese Journal of Quantum Electronics, 2017, 34(1): 76-80 [9] 宋旸, 董贤子, 赵震声, 等. SU-8胶双光子微加工分辨率与工艺条件研究[J]. 微纳电子技术, 2011, 48(1):40-45. (Song Yang, Dong Xianzi, Zhao Zhensheng, et al. Resolution of SU-8 photoresist in two-photon polymerization microfabrication and research of fabrication conditions[J]. MEMS and Sensors, 2011, 48(1): 40-45 [10] Xu Shenghua, Li Yinmei, Lou Liren. Systematical study of the trapping forces of optical tweezers formed by different types of optical ring beams[J]. Chinese Physics B, 2006, 15(6): 1391-1397. doi: 10.1088/1009-1963/15/6/044 [11] 童唯扬, 王正岭. 考虑光镊效应的飞秒激光双光子加工线宽[J]. 强激光与粒子束, 2018, 30:034102. (Tong Weiyang, Wang Zhengling. Linewidth of femtosecond laser two-photon processing considering optical tweezers[J]. High Power Laser and Particle Beams, 2018, 30: 034102 -

 下载:
下载:

 点击查看大图
点击查看大图
图(5)
计量
- 文章访问数: 1709
- HTML全文浏览量: 518
- PDF下载量: 37
- 被引次数: 0
