

Principle device and experimental research of surface exposure selective laser melting for metal powder
-
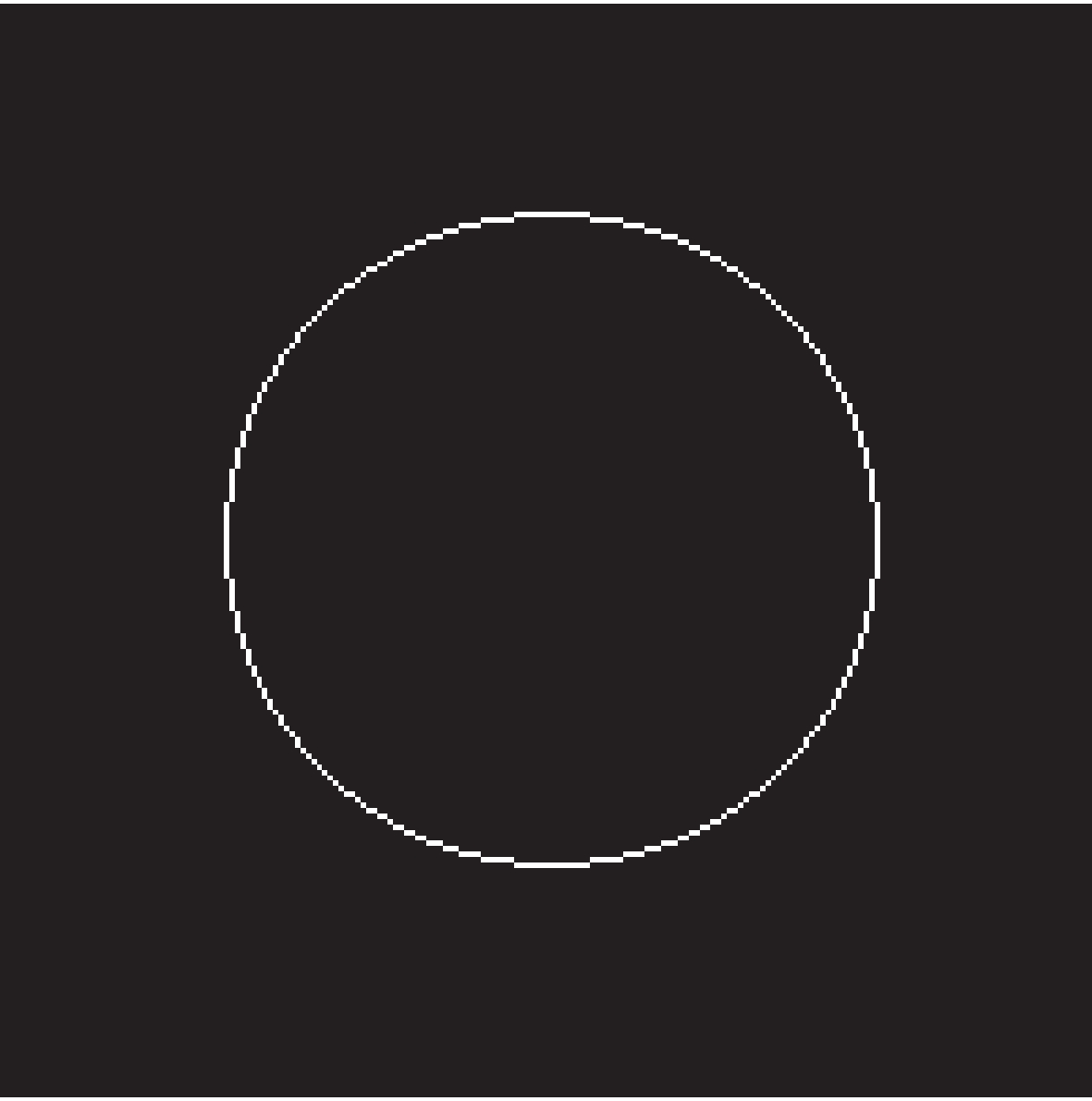
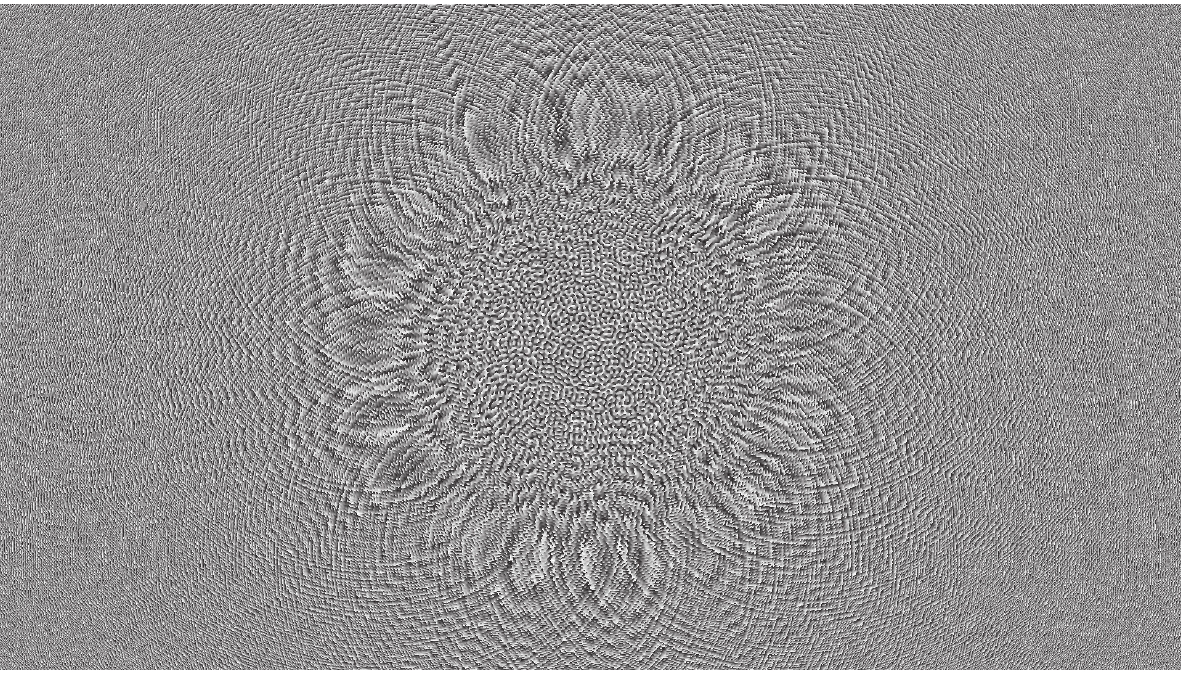
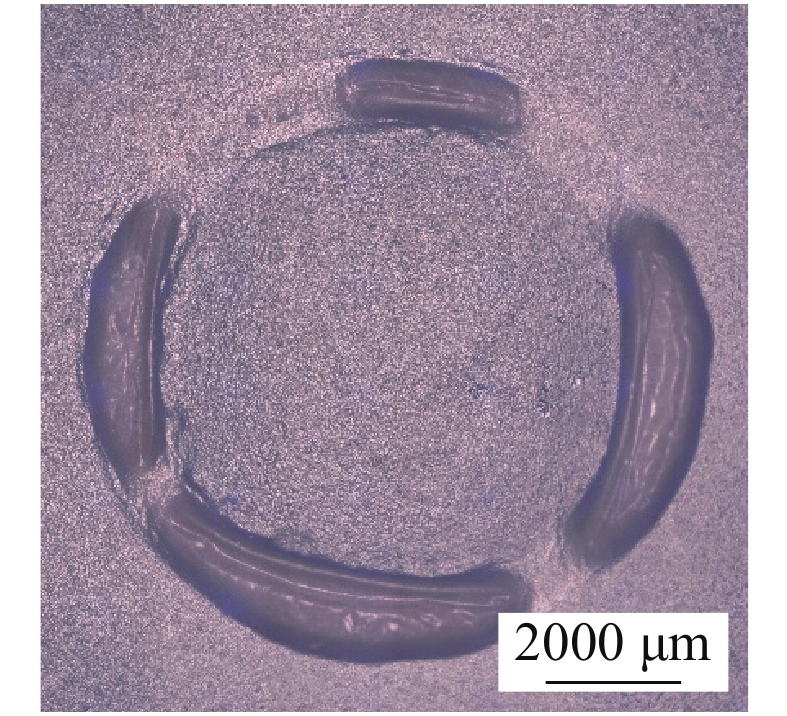
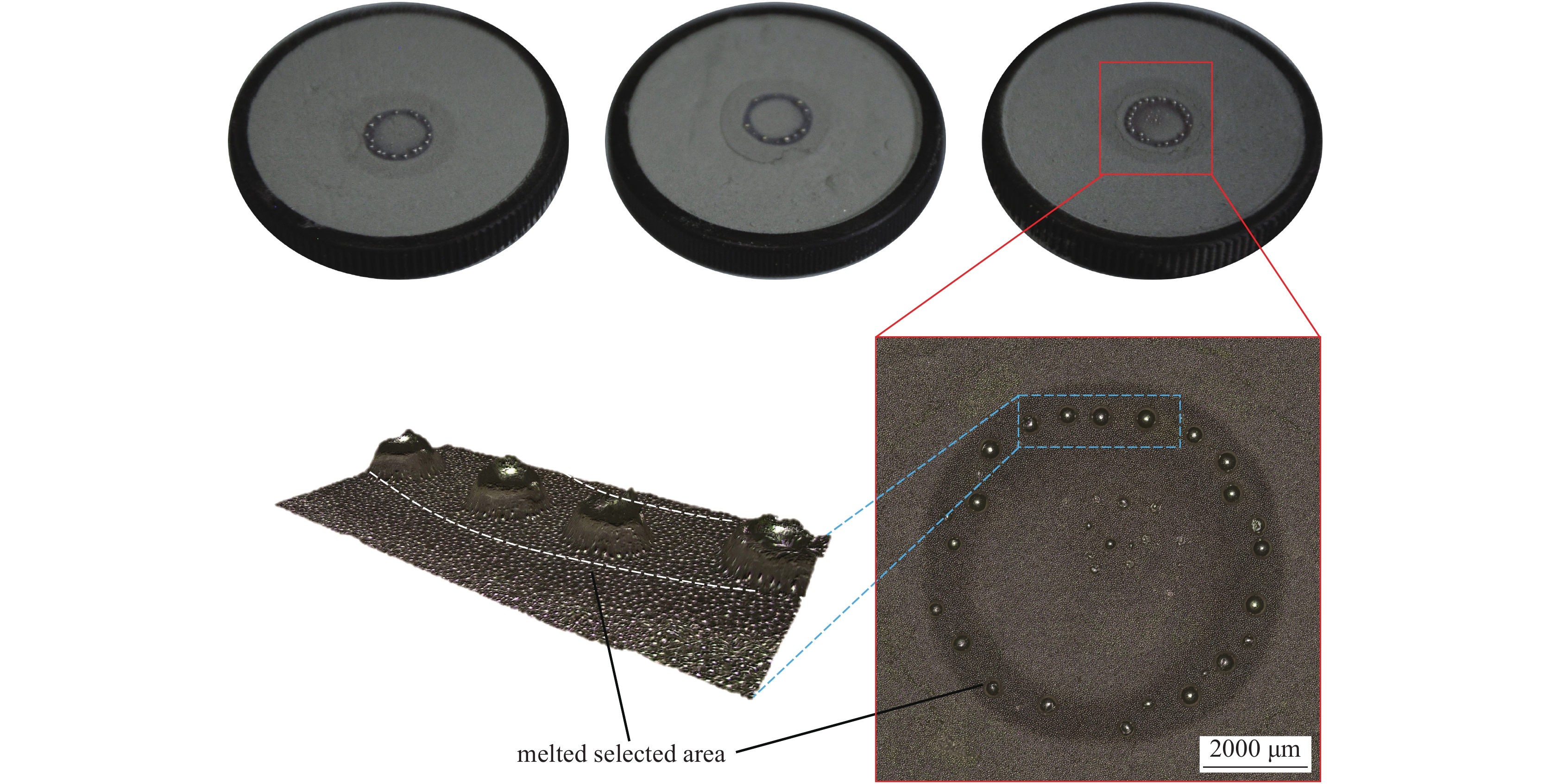
摘要: 与点扫描方式相比,面曝光选区激光熔化因具有成形效率高、残余应力水平低等优势,而成为极具发展前景的新一代选区激光熔化增材制造技术的发展方向。利用波长为915 nm的二极管连续激光器作为光源,结合电寻址反射式纯相位液晶空间光调制器,搭建了新一代面曝光选区激光熔化增材制造原理装置平台。获得了“○”形样式的面光斑曝光,基于光敏纸和低熔点金属粉末材料进行面曝光熔化成形并获得了样品,实现了面曝光选区激光熔化的原理性实验验证。Abstract: Compared with a point laser scanning method, a surface exposure laser melting has advantages of high forming efficiency and low residual stress, which has become a promising new generation selective laser melting of additive manufacturing technology. In this paper, a principle device platform of new generation surface exposure selective laser melting were developed with a light source of 915 nm diode laser, combined with an electrically addressed reflective pure phase liquid crystal spatial light modulator. Its principle experimental verification of surface exposure selective laser melting were implemented. A sample of surface exposure selective laser melting with a “○”-shaped pattern were obtained by using a low melting point metal powder.
-
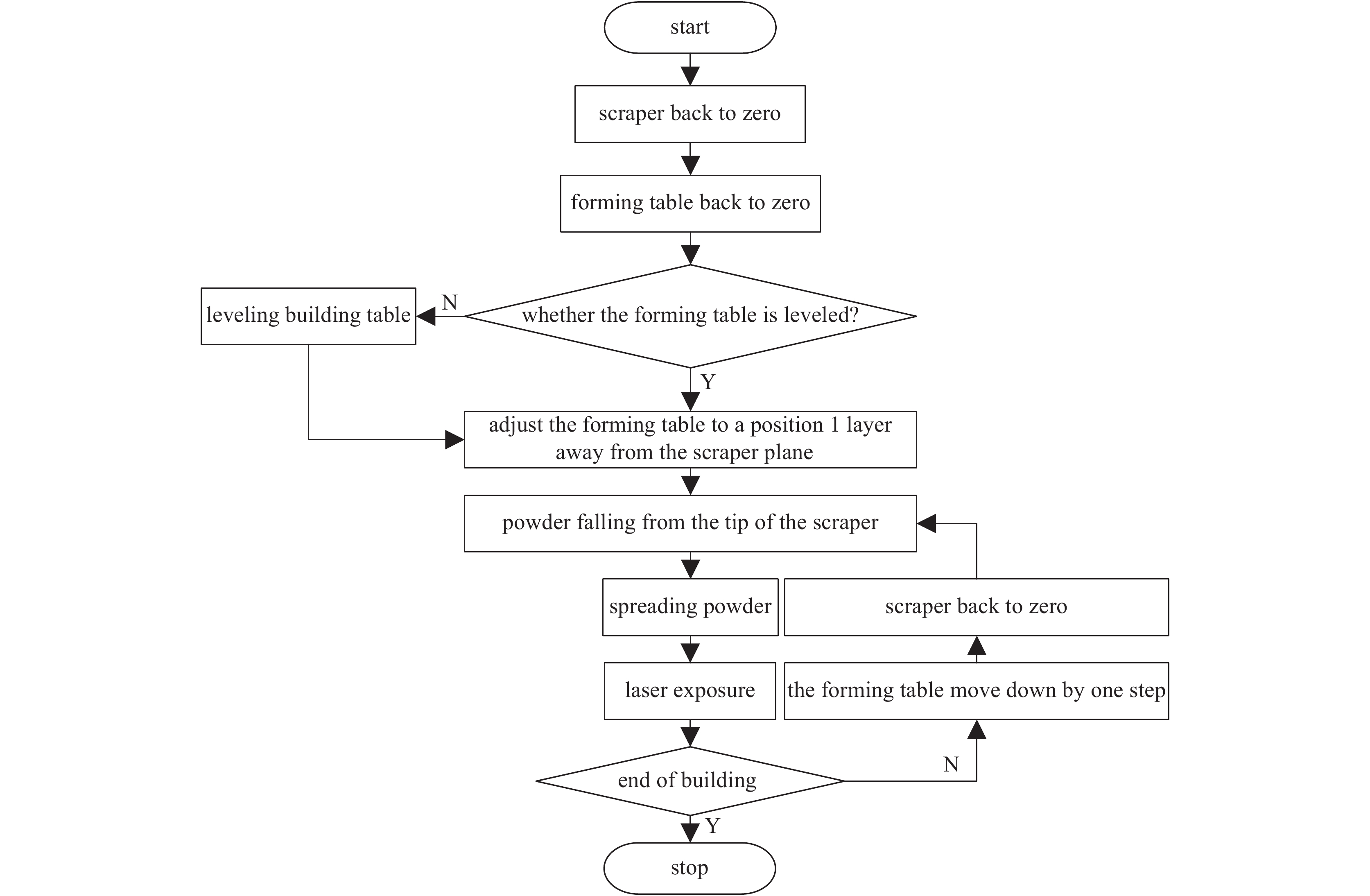
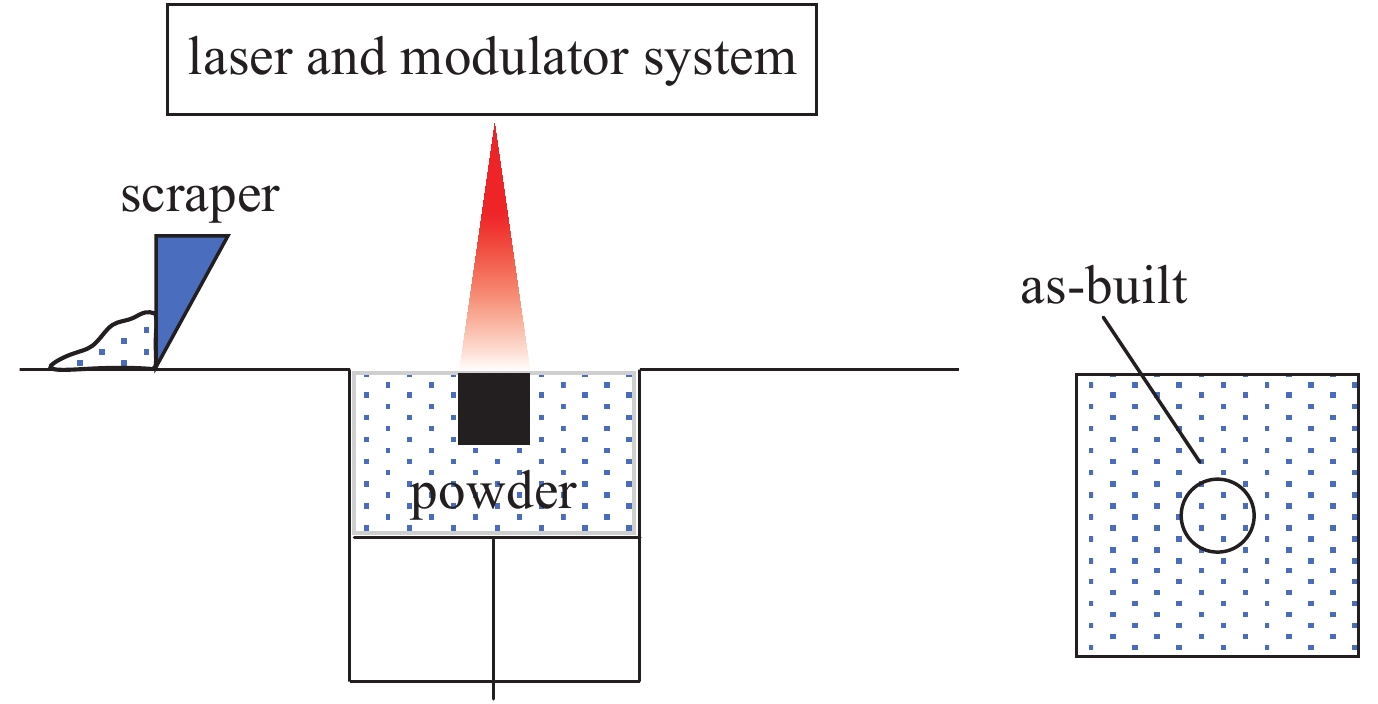
图 3 面曝光选区激光熔化工艺流程
Figure 3. Technological process of selective laser melting in surface exposure

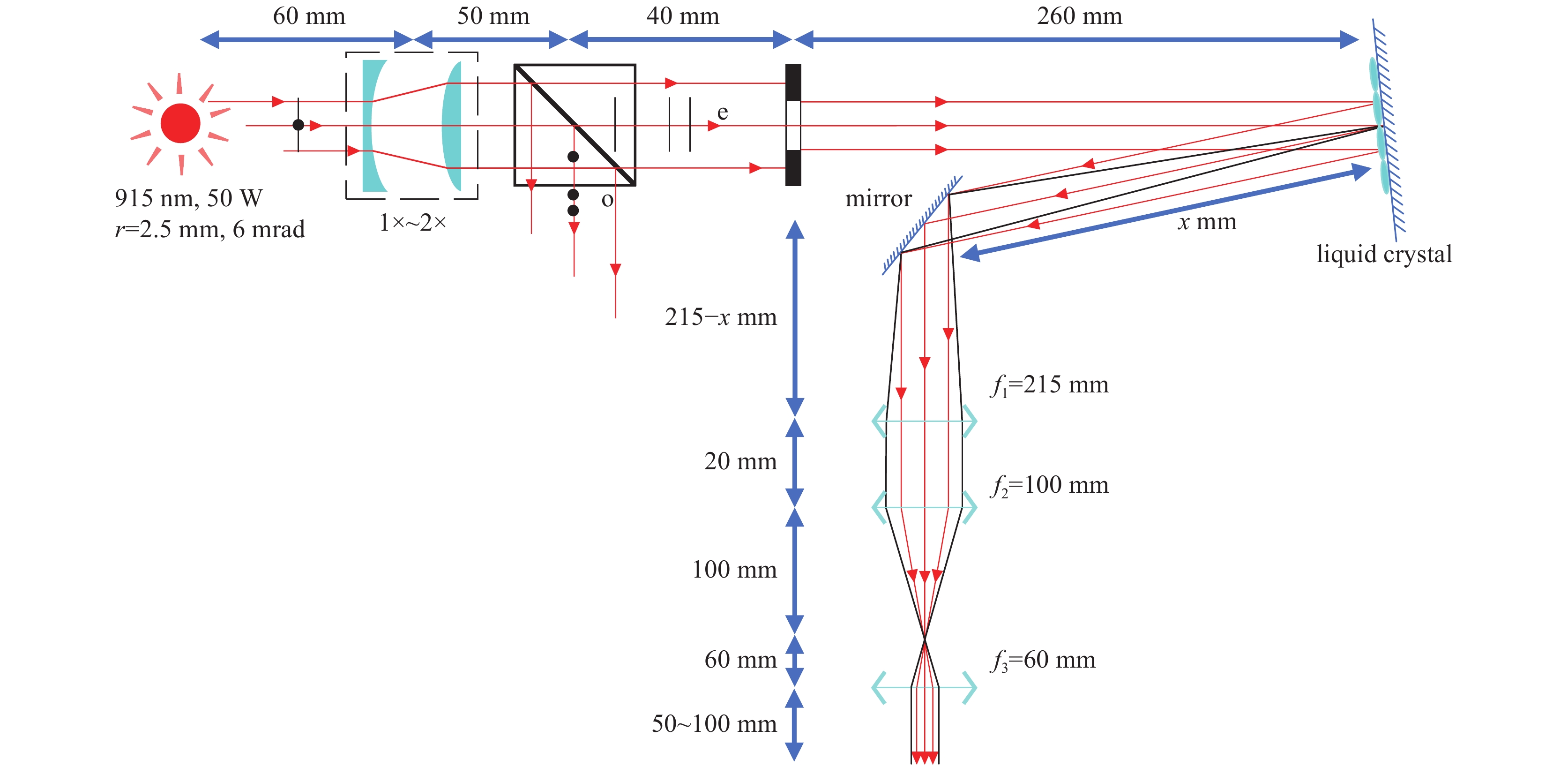
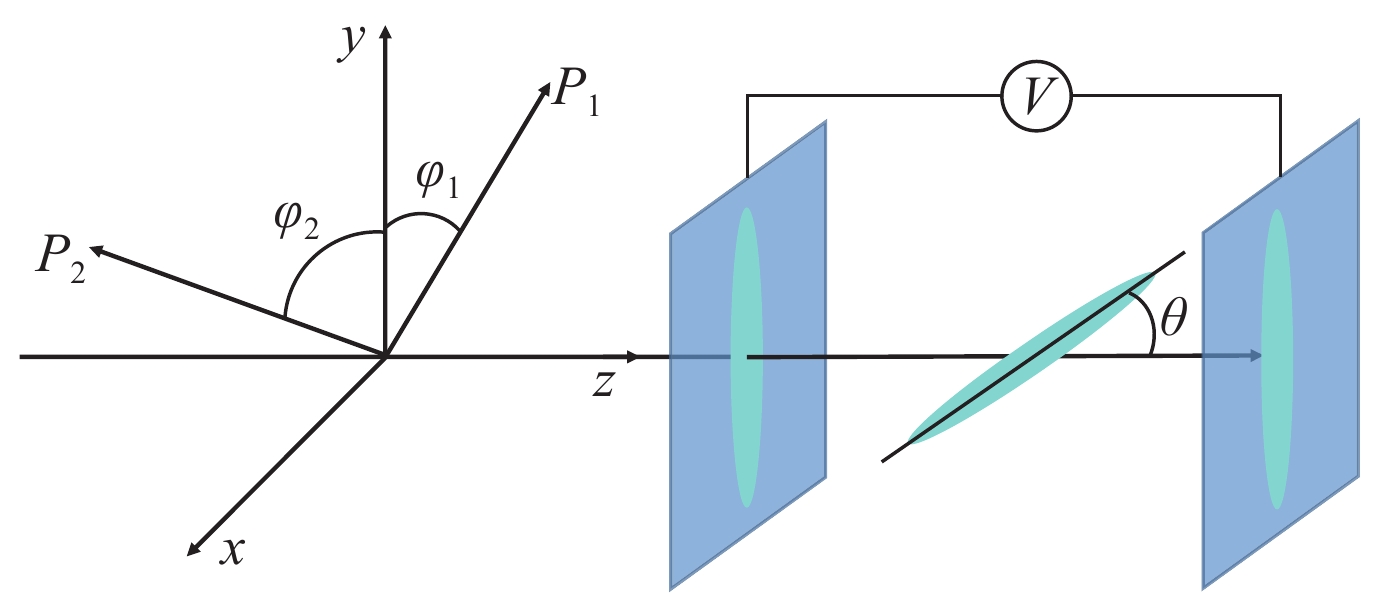
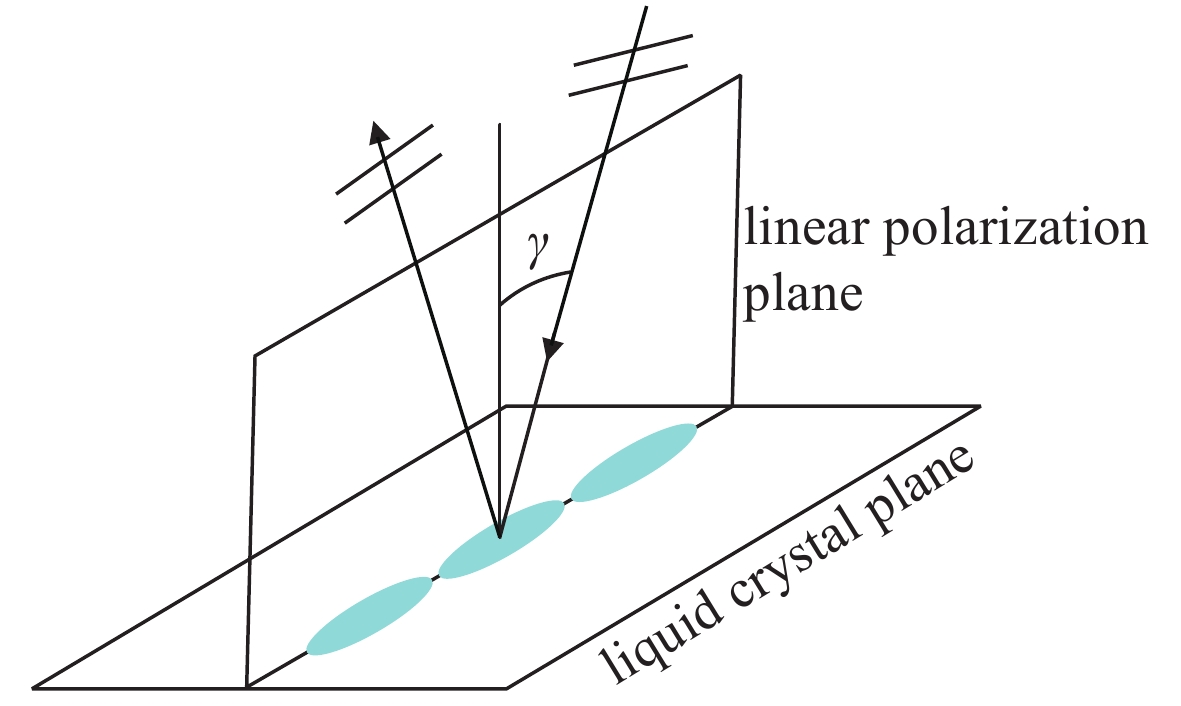
图 8 面曝光选区激光熔化实验装置
Figure 8. Experimental device of surface exposure selective laser melting
-
[1] 王华明. 高性能大型金属构件激光增材制造: 若干材料基础问题[J]. 航空学报, 2014, 35(10):2690-2698. (Wang Huaming. Materials’ fundamental issues of laser additive manufacturing for high-performance large metallic components[J]. Acta Aeronautica ET Astronautica Sinica, 2014, 35(10): 2690-2698 [2] Gu D D, Meiners W, Wissenbach K, et al. Laser additive manufacturing of metallic components: materials, processes and mechanisms[J]. International Materials Reviews, 2013, 57(3): 133-164. [3] Roehling J D, Smith W L, Roehling T T, et al. Reducing residual stress by selective large-area diode surface heating during laser powder bed fusion additive manufacturing[J]. Additive Manufacturing, 2019, 28: 228-235. doi: 10.1016/j.addma.2019.05.009 [4] Tumbleston J R, Shirvanyants D, Ermoshkin N, et al. Continuous liquid interface production of 3D objects[J]. Science, 2015, 347(6228): 1349-1352. doi: 10.1126/science.aaa2397 [5] 胥光申, 杨根. 面曝光快速成形系统制作工艺参数的优化研究[J]. 机械科学与技术, 2015, 34(2):224-228. (Xu Guangshen, Yang Gen. Optimization of the processing parameters of mask projection stereolithography system[J]. Mechanical Science and Technology for Aerospace Engineering, 2015, 34(2): 224-228 [6] 王伊卿, 贾志洋, 赵万华, 等. 面曝光快速成形关键技术及研究现状[J]. 机械设计与研究, 2009, 25(2):96-100. (Wang Yiqing, Jia Zhiyang, Zhao Wanhua, et al. The key technology and research status of mask projection stereolithography[J]. Journal of Machine Design and Research, 2009, 25(2): 96-100 [7] 王赫, 兰红波, 钱垒, 等. 连续面曝光陶瓷3D打印[J]. 中国科学: 技术科学, 2019, 49(06):681-689. (Wang He, Lan Hongbo, Qian Lei, et al. Continuous DLP ceramic 3D printing[J]. Scientia Sinica Technologica, 2019, 49(06): 681-689 doi: 10.1360/N092018-00338 [8] Zhou Chi, Chen Yong. Additive manufacturing based on optimized mask video projection for improved accuracy and resolution[J]. Journal of Manufacturing Processes, 2012, 14(2): 107-118. doi: 10.1016/j.jmapro.2011.10.002 [9] Matthews M J, Guss G, Drachenberg D R, et al. Diode-based additive manufacturing of metals using an optically-addressable light valve[J]. Optics Express, 2017, 25(10): 11788-11800. doi: 10.1364/OE.25.011788 [10] 陈重琳. 利用液晶空间光调制器将激光整形为平顶光束的研究[D]. 武汉: 武汉理工大学, 2019: 26-27.Chen Chonglin. Investigation on flat-top laser beam shaping using liquid crystal spatial light modulator[D]. Wuhan: Wuhan University of Technology, 2019: 26-27 [11] 张洪鑫. 相位型液晶空间光调制器特性测试方法及波前校正研究[D]. 哈尔滨: 哈尔滨工业大学, 2009: 22-26.Zhang Hongxin. Research of the performance measurement and wavefront correction application of phase-only liquid crystal spatial light modulator[D]. Harbin: Harbin Institute of Technology, 2009: 22-26 [12] Li Jiangning, Tang Yue, KuangZheng, et al. Multi imaging-based beam shaping for ultrafast laser-material processing using spatial light modulators[J]. Optics and Lasers in Engineering, 2019, 112: 59-67. doi: 10.1016/j.optlaseng.2018.09.002 -

 下载:
下载:
 点击查看大图
点击查看大图
图(13)
计量
- 文章访问数: 2952
- HTML全文浏览量: 692
- PDF下载量: 136
- 被引次数: 0
